
나노분산 및 무소결 저온 공정에 의한 3D Integration Ceramic 기술 및 산업적 응용전망
김종희 한국세라믹기술원 선임본부장
1. 서 론
잉크젯 프린팅 기술은 1970년에 비접촉 프린팅 이라는 방식으로 처음 개발되었다. 이러한 프린팅 기술은 오늘날에 이르기 가지 다양한 기술적 성숙과정을 거처 오늘날에는 유비쿼터스 기술의 중심에서 개인용 및 산업용 프린팅 이외에도 다양한 전자제품 소자의 개발에 응용되고 있다. 잉크젯은 적층 하고자하는 물질을 액체의 형태로서 만들어 토출시키는 방식을 취하기 때문에 이를 위해서 세라믹 및 금속을 액상형태로 제조시켜 주는 것이 필요로 하다. 이를 위해 적절한 solution에 미세 분말형태의 금속이나 세라믹 입자들을 분산시켜 suspension을 만들어 줌으로써 잉크젯 프린팅에서 가장 중요한 요소인 잉크를 제조하게 된다. 이러한 잉크를 토출시켜 형상을 만드는데 일반적으로 두 가지 프린팅 기구를 사용하게 된다. (1) Continuous inkjet printing: 이 방식은 노즐의 orifice를 통해서 연속적인 잉크의 흐름을 발생시키고 이러한 잉크의 흐름을 기계적 진동자에 의한 표면장력 구배를 이용하여 작은 액적(droplet)으로 만들어 주게 된다. 이렇게 분리된 액적에 전하를 가해주고 노즐 주변에 전기장을 가해주어서 토출된 액적을 원하는 곳으로 보내주게 된다. 프린팅에 사용되지 않는 액적들은 따로 한곳에 모여 잉크로서 재활용 하게 된다. 이 방식은 비교적 빠른 프린팅 속도를 가지지만 잉크내의 전하 인가를 위해 전도성 액체를 사용해야 함으로 원하지 않는 물질이 불순물로서 printing된 layer에 포함될 수 있다. (2) Drop-on-demand (DOD) printing: 이 방식은 앞에서 연속적인 잉크의 흐름을 만들어 주는 대신 잉크를 Piezoelectric actuator로 구성된 cavity에 넣고 이에 압력을 가함으로서 개별 잉크 액적을 토출시키는 방식이다. 이러한 방식은 잉크 액적을 필요한 시점에 일정한 빈도로 토출 시켜 줄 수 있고 프린팅 헤드의 기계적 위치 조절을 사용하여 원하는 위치에 잉크 액적을 토출시킬 수 있다. 일반적으로 DOD 방식의 프린팅은 Continuos inkjet printing 방식과는 다르게 불순물에 대한 우려가 없고 비접촉방식의 패턴 형성이 가능함으로 전자-나노-바이오 관련 소자를 위한 응용에 더 적합한 방식이라 할 수 있다.
DOD 방식의 inkjet printing 기술은 디지털 신호에 의하여 다양한 형상을 자유롭게 직접묘화 (direct write) 할 수 있는 장점이 있어, 종이는 물론이고, 직물, 금속, 세라믹, 폴리머 등 다양한 기판위에 수십 마이크로미터 크기부터 수 평방미터의 크기까지 인쇄가 가능하다. 이러한 장점 외에도, 원하는 곳만 프린팅 하기 때문에 원재료를 대폭적으로 절감할 있는 친환경 공정이라는 점, 노광 공정 등을 생략할 수 있고 비 진공 공정이어서 투자효율이 높은 장점으로 인하여, 정보 전자 소자, 디스플레이, 바이오 분야로의 응용이 다양하게 이루어지고 있다.
2. 최근기술개발 및 연구동향
2.1. 유기 세라믹 잉크의 특성
평균입도 200nm을 갖는 multi-modal 입도 분포의 구형 알루미나 파우더를 유기용매에 분산을 시켜 잉크를 제조 하였다. 최적의 분산성을 유지하기 위해 여러 가지 Solvent들의 유변학적 고찰을 시행하여 잉크를 제조하였다. 이렇게 제조된 유기 잉크의 무차원 오네소지 수를 계산하여 ink jetting에 대한 적합성을 고찰하였다. Table 2-1-1에서 보는 봐와 같이 DMF 단일용매 잉크는 오네소지수의 역수가 10이상의 값을 나타냄을 알 수 있었다. 이는 이들 잉크의 점도가 상대적으로 낮아서 ink-jet 공정 시 토출된 액적 주변에 satellite droplet의 형성을 가져올 수 있음을 나타내고 있다. 실제로 본 연구의 진행 과정에서도 이러한 현상을 확인할 수 있었다. 동일한 용매에서 잉크의 점도를 향상시켜 이들 잉크의 오네소지 지수의 역수가 1~10에 들어오게 하기위해 알루미나 solid content를 증가시켜 잉크를 제조 하였으나 실제로 ink-jetting시 증가된 solid content의 양으로 인해 안정된 meniscus level을 형성하는데 공정상 어려움을 겪었고 노즐 끝에서 빠른 증발에 의한 노즐 막힘 현상이 심하게 나타나게 되어 효과적인 ink-jetting 조건을 구현할 수 없었다. 이에 다시 8vol%의 alumina content를 사용하여 오네소지 지수의 역수가 10을 넘는 처음의 조건에서 piezo-cavity의 wave form을 조절하여 satellite droplet의 형성을 막을 수 있었다. 이렇게 함으로서 오네소지 지수의 역수가 10이상에서도 ink-jet 공정시 안정적인 잉크토출 조건을 찾을 수 있었다.
![]()
2.2. 유기 잉크 액적의 세라믹 분말 적층
앞에서 언급한 잉크를 제조하여 잉크 액적을 Cu 기판에 잉크젯으로 토출시킨 후 증발 뒤 알루미나 분말의 적층 양상을 FE-SEM 과 Profilometer를 이용하여 확인하였다. 잉크 액적이 고체 표면에 토출되어 증발 시 액적의 가장자리와 중간부분의 온도구배로 인해 가장자리로부터 증발이 우선적으로 일어나게 된다. 이로 인해 질량 손실이 액적의 가장자리 부분에 생겨나게 되는데 이를 보충해주기 위해서 중앙부분으로부터 액적 가장자리로 유체의 흐름이 생겨나게 되고 이 때문에 액적 내 입자들이 액적의 바깥부분부터 적층이 되어 커피링 효과(coffee-ring effect)를 만들게 된다. Fig.2.2.1에서 볼 수 있듯이 액적의 중앙 부분은 0.25um 정도의 두께로 알루미나 분말들이 적층되어 있는 반면에 가장자리 부분은 30~50um 정도의 폭을 갖는 2um 높이의 토끼 귀 형태의 알루미나 언덕이 형성되었다.

2.3. 세라믹 라인 형성 (ceramic line formation)
잉크젯 공정에 의해 세라믹 후막을 형성시키기 위해선 반듯이 균일한 선(line)을 형성시키기 위한 공정 조건을 확립해 나가는 것이 기본적으로 선행되어야 한다. 이를 위해 잉크젯 공정 파라미터들과 이들 파라미터들에 의해 조절되는 잉크 액적의 증발속도 그리고 라인 형성 시 나타나게 되는 여러 가지 현상들에 대해서 고찰하였다.
.jpg)
일반적으로 토출된 잉크의 증발 속도는 라인과 면 prin-ting된 형태의 균질성을 확보하는데 중요한 역할을 하게 된다. 토출된 잉크 액적의 증발속도는 잉크젯 공정의 변수인 토출 frequency와 토출된 액적의 pitch를 통해 적절히 조절될 수 있다. 우선 토출된 잉크 액적간 pitch에 대한 영향을 살펴보게 되면 droplet간 pitch가 droplet의 diameter보다 커지게 되면 토출된 잉크들은 서로 간섭하지 못하고 하부 고체표면에 개별적인 잉크 drop들로 남아있게 된다. 이때 pitch를 조금 줄이기 시작하면 토출된 잉크 drop들이 서로 간섭하게 되는데 충분히 pitch가 줄기 전에는 Fig. 2-3-1에서 보는 봐와 같이 drop들 간의 일부분이 merge되면서 일종의 scallop형태의 라인이 형성되게 된다. 여기서 더욱더 pitch를 좁혀주면 차차 균일한 라인을 형성하게 되는데 이때 pitch가 지나치게 많이 overlap이 되게 되면 액적간의 간섭이 너무 심하게 나타나게 되어 불균일한 잉크 증발 현상에 의해 균일하지 못한 라인이 형성되게 된다. 잉크젯 토출 frequency도한 선이나 면을 형성하는데 중요한 변수인데 지나치게 느린 frequency로 jetting을 하게 되면 먼저 토출된 액적이 완전히 말라버린 뒤에 다음 액적이 토출되기 때문에 서로 간섭하여 균일한 선을 형성시키지 못하고 마치 동전의 면을 반 정도 가리면서 동전들의 쌓아 가는듯한 coin stacking형태의 라인 형태가 만들어지게 된다. 또한 토출 frequency를 너무 빠르게 가져가게 되면 먼저 토출된 액적이 전혀 마르기 전에 다음 액적이 토출되어 서로 간섭을 하게 되는 현상이 계속 되어 용매들이 한쪽으로 합쳐지는 현상이 일어나고 일정한 크기가 될 때까지 Inkjet 노즐이 진행하는 방향으로 용매가 이동하게 되고 일정 크기가 되어 더 이상 움직이지 못하게 되면 그대로 멈춰 하나의 커다란 용매 뭉침 현상이 나타게 된다. 이때 용매를 따라 함께 이동된 세라믹 분말들이 용매가 증발하면서 그곳에서 적층이 되게 되는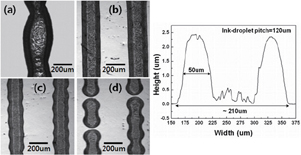 데 이로 인해 라인 형성 시 bulge 현상이 나타나게 된다. 이러한 라인 bulge현상은 일정한 토출 양 그리고 일정한 pitch를 사용할 경우 일정한 간격을 두고 라인 형성 시 나타나게 된다. 앞에서 설명한 봐야 같이 잉크젯 공정을 통한 라인 및 면 형성 시 토출 frequency와 pitch가 액적 증발과 연계되어 매우 중요한 공정 파라미터로 작용하게 된다. 잉크젯 공정 setup시 이들 파라미터들의 최적 조건을 잡아줌으로써 균일한 라인과 막의 형성을 가능하게 할 수 있다.
데 이로 인해 라인 형성 시 bulge 현상이 나타나게 된다. 이러한 라인 bulge현상은 일정한 토출 양 그리고 일정한 pitch를 사용할 경우 일정한 간격을 두고 라인 형성 시 나타나게 된다. 앞에서 설명한 봐야 같이 잉크젯 공정을 통한 라인 및 면 형성 시 토출 frequency와 pitch가 액적 증발과 연계되어 매우 중요한 공정 파라미터로 작용하게 된다. 잉크젯 공정 setup시 이들 파라미터들의 최적 조건을 잡아줌으로써 균일한 라인과 막의 형성을 가능하게 할 수 있다.
Fig. 2-3-2는 잉크젯 공정 실험을 통해 최적을 frequency, 온도, pitch 조건을 찾고 이를 바탕으로 DMF 단일용매 잉크를 사용하여 라인을 형성한 뒤 이들의 micro-structure를 FESEM을 사용하여 분석한 이미지이다. 우선 확인할 수 있는 중요한 사실은 토출된 잉크 액적의 증발 거동에서도 발견되었던 coffee ring현상이 선을 그리더라도 동일하게 나타난다는 사실이다. 이러한 라인은 온도구배에 의해 잉크 solvent의 증발이 우선적으로 일어나는 라인 가장자리 쪽으로 유체의 흐름이 생기게 되고 이러한 흐름을 따라 액적내 알루미나 분말이 함께 이동하여 라인의 양쪽 가장자리에 높은 알루미나 언덕이 형성됨을 확인 할 수 있다.
2.4. Coffee ring 현상에 의한 비균일 선(line)으로부터 균일한 ceramic 후막 형성을 위한 고찰
앞에서 기술한 봐와 같이 DMF잉크로부터 형성된 라인(line)은 coffee ring현상을 보인다. 우선 이러한 라인 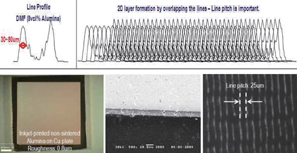 형상의 표면 조도를 살펴보게 되면 양쪽의 토끼 귀의 폭이 약 80um정도가 됨을 알 수가 있다. 따라서 다음에 그려지는 라인을 이러한 토끼귀의 폭에 근사한 값으로 offset시켜서 그린다면 첫 번째 라인에 비어져 있는 중앙부분을 두 번째 라인의 토끼귀가 들어와서 채워줄 수 있으리라 생각하여 실험을 진행하였다. Fig. 2-3-1에서 볼 수 있듯이 후속 라인들을 계속하여 coffee ring의 폭과 유사한 pitch로 연속적으로 그려주어 알루미나 면을 만들었다. 이렇게 만들어진 면은 비교적 균일한 면이 형성됨을 확인할 수 있었다. 이러한 면의 surface roughness는 ~0.8um정도로 coffee ring에서 보이는 2um 이상의 단차보다 훨씬 적은 값을 나타내었다.
형상의 표면 조도를 살펴보게 되면 양쪽의 토끼 귀의 폭이 약 80um정도가 됨을 알 수가 있다. 따라서 다음에 그려지는 라인을 이러한 토끼귀의 폭에 근사한 값으로 offset시켜서 그린다면 첫 번째 라인에 비어져 있는 중앙부분을 두 번째 라인의 토끼귀가 들어와서 채워줄 수 있으리라 생각하여 실험을 진행하였다. Fig. 2-3-1에서 볼 수 있듯이 후속 라인들을 계속하여 coffee ring의 폭과 유사한 pitch로 연속적으로 그려주어 알루미나 면을 만들었다. 이렇게 만들어진 면은 비교적 균일한 면이 형성됨을 확인할 수 있었다. 이러한 면의 surface roughness는 ~0.8um정도로 coffee ring에서 보이는 2um 이상의 단차보다 훨씬 적은 값을 나타내었다.
2.5. Inkjet-printed ceramic layer의 미세구조와 충전율 (packing density)
위에서 언급한 방식으로 알루미나의 후막을 Cu 기판위에 12x12mm2 사이즈로 print한 뒤 이들 막의 미세구조와 충전율(packing density)을 측정하였다. 프린팅 된 막의 무게는 Sartorius LA230S (0.1mg readable)로 측정하였고 막의 두께는 SEM을 사용하여 시편당 30point에 대한 두께를 측정하고 이들의 평균값으로 프린팅 된 후막의 부피를 측정하였다. 충전율에 대한 측정 식은 다음과 같다.

여기서 W는 프린팅 된 후막의 무게이고 ρ는 알루미나의 밀도 (3.97g/cc) 그리고 A는 후막의 프린팅 면적 (10x10mm2), t는 SEM으로 측정된 평균 입자 두께이다. 이렇게 계산되어진 막들의 충전율을 아래 Fig. 2-4-1 에 나타내었다. 알루미나 파우더의 잉크내 함량에 따라 막을 우선적으로 측정하여 최적의 잉크내 알루미나 함량을 결정하였다. 6vol%보다 낮은 알루미나 함량의 잉크에서는 막은 잘 프린팅 되나 이들 막의 충전율은 ~50%정도의 낮은 값을 나타내었다. 하지만 solid content ~8vol%에서는 처음 증착된 막이 비교적 높은 ~60% 의 충전율을 보였고 이 조건에서 반복적으로 실험을 한 결과 DMF 단일용매 잉크의 경우 대부분의 막들이 60% 충전율 재현성을 보이는 것으로 나타났다. 알루미나 파우더의 Solid content를 10vol%이상으로 높여 충전율을 관찰하려고 하였으나 잉크 내 알루미나 solid content의 함량이 많아짐에 따라 잉크젯 프린팅 공정 시 노즐(nozzle) 끝단에서 잉크의 증발 현상이 빠르게 나타나 Jetting시 노즐이 막히는 현상이 심하게 나타나게 되고 이로 인해 후막 프린팅 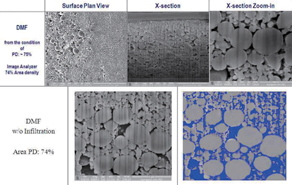 공정조건을 찾을 수 없었다. 따라서 본 실험에서는 8vol% 정도의 알루미나 파우더 함량의 잉크가 단일 그리고 혼합용매 잉크 모두의 경우 적합한 잉크내 solid content 함량이라고 결론 내렸다.
공정조건을 찾을 수 없었다. 따라서 본 실험에서는 8vol% 정도의 알루미나 파우더 함량의 잉크가 단일 그리고 혼합용매 잉크 모두의 경우 적합한 잉크내 solid content 함량이라고 결론 내렸다.
8vol% 알루미나 함량을 가지고 있는 잉크를 이용하여 막을 프린팅 한 뒤 이들 막의 microstructure에 대해서 Focused Ion Beam Field Emission SEM (FIB FESEM)을 이용하여 분석하였다. Fig. 2-5-2는 이들 막의 polymer resin 함침 이전의 막에 대한 planar view와 crosssectional view를 나타낸다. Planar view에서 볼 수 있듯이 multi-size의 알루미나 파우더들이 치밀하게 packing되어 있는 것을 확인할 수 있었다.
이렇게 분석된 FIB FESEM 단면 이미지에 대해 Image analyzer를 이용하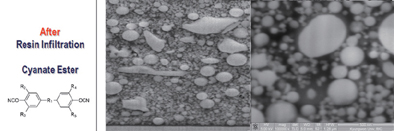 여 2D area packing density를 계산해 보았다. 비록 2D areal packing density와 Volume packing density를 직접적으로 연관시켜 생각할 수는 없지만 이들 계산을 통해 막내의 알루미나 파우더 들이 얼마큼 치밀하게 적층이 되어 있는지를 대략적으로 가늠해 보고 이러한 계산 값을 volume packing density와 비교하여 보았다. Fig. 2-5-2는 이러한 image analyzer 분석의 결과를 표시하고 있다. Image analyzer 분석에서 파란색 부분이 막내의 voids들을 나타내는 것이고 DMF 잉크로부터 프린팅 된 막은 약 74%의 2D areal density를 보였다.
여 2D area packing density를 계산해 보았다. 비록 2D areal packing density와 Volume packing density를 직접적으로 연관시켜 생각할 수는 없지만 이들 계산을 통해 막내의 알루미나 파우더 들이 얼마큼 치밀하게 적층이 되어 있는지를 대략적으로 가늠해 보고 이러한 계산 값을 volume packing density와 비교하여 보았다. Fig. 2-5-2는 이러한 image analyzer 분석의 결과를 표시하고 있다. Image analyzer 분석에서 파란색 부분이 막내의 voids들을 나타내는 것이고 DMF 잉크로부터 프린팅 된 막은 약 74%의 2D areal density를 보였다.
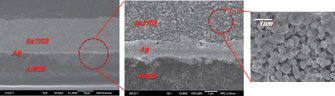
이렇게 준비된 막질에 동일한 잉크젯 프린팅 공정을 사용하여 Cyanate ester resin을 inkjet-printed 알루미나 후막 내에 함침 시킴으로써 알루미나 후막 내부에 침투해 적층되어 있는 알루미나 파우더 들을 함께 결합시켜 주는 binder로서의 역할을 하게끔 함과 동시에 자칫 세라믹 막으로만 되어 있을 경우의 막질의 stiffness로 인해 layer의 compliancy가 떨어지게 되는 현상을 이러한 polymer resin을 함침 시켜 plasticity를 줌으로써 막게 하였다. 분사된 resin은 막내의 void를 통한 capillary force에 의해 막내에 균일하게 퍼져 나가면서 void를 채우게 된다. Fig. 2-5-3에서 볼 수 있는 것과 같이 Resin 함침 후 막내의 모든 void들이 완전히 resin으로 채워져 있는 것 을 FIB FESEM 이미지 분석으로 확인할 수 있었다.
2.6. Inkjet-printed ceramic layer의 유전특성
이렇게 제조된 resin이 함침 된 inkjet-printed 알루미나 후막의 유전특성을 평가하기 위하여 막 위에 Ag 상온 paste 전극을 입히고 280℃에서 5시간 열처리한 뒤 이들 샘플에 대한 유전특성을 측정하였다. 이러한 유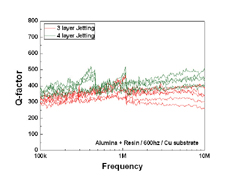 전물성 측정에는 Impedance analyzer (Model 4294A, 50Hz~110 MHz, Agilent technologies)를 이용하여 정전용량 (capa-citance) 및 유전손실(tanδ) 값을 측정하고 이로부터 유전율(εr) 및 품질계수(Q=tanδ-1)를 산출하였다. 본 실험에서 capacitance측정에 의한 Inkjet-printed 알루미나 막의 유전율 값은 5.75로 계산되었다. 품질계수 측정에서는 1MHz에서 300이상, 최고 450에 근접하는 품질계수의 값을 확인할 수 있었다. Fig. 2-6-1에 이들 막의 품질계수 평가에 대한 측정치를 나타내었다.
전물성 측정에는 Impedance analyzer (Model 4294A, 50Hz~110 MHz, Agilent technologies)를 이용하여 정전용량 (capa-citance) 및 유전손실(tanδ) 값을 측정하고 이로부터 유전율(εr) 및 품질계수(Q=tanδ-1)를 산출하였다. 본 실험에서 capacitance측정에 의한 Inkjet-printed 알루미나 막의 유전율 값은 5.75로 계산되었다. 품질계수 측정에서는 1MHz에서 300이상, 최고 450에 근접하는 품질계수의 값을 확인할 수 있었다. Fig. 2-6-1에 이들 막의 품질계수 평가에 대한 측정치를 나타내었다.
2.7. Inkjet-printed 무소결 ceramic layer를 이용한 Low Noise Amplifier Module 제작
무소결 고충전 세라믹 후막의 우수한 특성을 소자에 직접 적용하여 원천기술의 가능성을 검증하기 위하여 Low Noise Amplifier (LNA) 모듈을 공정으로 제작하여 성능 평가를 진행하였다. 이를 위해 decouple용 Capacitor 3기를 Al2O3 하부에 내장하고 상부에 IC chip과 연결되는 회로를 잉크젯 단일 공정으로 진행하였다. 제작된 모듈은 Fig. 2-2-15에 나타내었다.

제작된 LNA module에 IC chip을 wire bonding시키고 특성을 평가한 결과 IC칩 구동에 필요한 신호 Gain 및 Noise figure가 적정한 수준으로 측정되었다. 이는 무소결 고충전 재료로 제작된 내장형 capacitor가 IC chip의 정상적인 구동을 위해 잘 작동되었음을 알 수 있다. 이를 통해 무소결 고충전 세라믹 재료의 부품소재로의 응용 가능성에 대한 확신을 증가시킬 수 있었다.
이렇게 제작된 무소결 고충전 세라믹 이종접합 구조의 미세구조를 SEM을 이용하여 관찰한 사진을 Fig. 2-2-16에 나타내었다. 그림에서 볼 수 있는 것과 같이 서로 다른 이종의 물질들을 적층하여 소자를 구성하는데 전혀 문제가 없고 층간 integrity면에서도 뛰어난 특성을 나타냄을 알 수 있다.
3. 결 론
본 과제의 핵심은 나노크기의 세라믹 분말을 잉크로 만들고 이 잉크를 잉크젯 프린팅에 의해서 기판 및 층을 만들고 세라믹소재 사이에 플랙서블한 플라스틱소재를 삽입하는 공정으로 나누어지며, 두 개의 핵심기술을 이용하여 무소결 세라믹 3차원 소자를 제조하는 공정은 세계 최초로 시도되는 원천 기술이다. 아래에 제시된 사진은 본 과제에서 구현된 이종의 세라믹 소재와 금속 전극을 소결과정 없이 저온 공정으로 구현된 세계 최초의 결과이다. 나노 세라믹 분말의 제어 기술의 선진국은 전통적인 세라믹 강국인 일본이 기술을 선도하고 있다. 특히 일본 Murata에서도 차세대 세라믹 분야의 먹을거리로써 본 과제의 연구내용과 유사한 나노구조 세라믹 제어기술에 연구를 진행하고 있으나 본 연구에서 제시되고 있는 무소결 세라믹 기술에 대한 접근은 아직까지 시도되지 않고 있는 상황이다. 프린팅 공정기술 자체만으로는 잉크젯 공정을 개발한 일본의 캐논 및 엡손 등이 선두 주자이나, 본 기술은 장비만으로는 해결하지 못하는 원천기술로 소재에서부터 공정까지 자체적으로 개발 완료되었다. 이러한 연구로 얻어진 세라믹 분야의 새로운 원천기술인 ‘나노분산 무소결 세라믹스’ 제조기술은 국내 굴지의 소재분야 기업인 SKC에 고분자 필름 소재 분야와의 융합과 이외의 신사업 분야로 세라믹 필름 사업 확대를 위해 공동 연구를 진행하고 있다. 개발이 성공적으로 마무리되면 2017년 IT 분야의 휴대용 단말기 및 융복합 모듈 관련하여 형성되는 25조원 정도의 세계시장에서 소재가 차지하는 점유율을 5%로 볼 때, 1.3조 정도의 시장을 선점할 수 있다. 또한 이와 관련되는 일자리 창출도 대략 30만개 가량 늘어날 것으로 전망된다.
참고 문헌
1. J. Miettinen, V. Pekkanen, K. Kaija, P. Manasikkamaki, J. Mantysalo, M. Mantysalo, J. Niittynen, J. Pekkanen, T. Saviauk, and R. Ronkka, “Inkjet printed system-in-package design and manufacturing,” Microelectronics J., 39 1740-1750 (2008).
2. N. R. Bieri, J. Chung, S. E. Haferi, D. Poulikakos, and C. P. Grigoropoulos, “Microstructuring by printing and laser curing of nanoparticle solutions,” Appl. Phys. Lett. 82 [20] 3529-3531 (2003).
3. R.A. Street, W. S. Wong, S. E. Ready, M. L. Chabinyc, A. C. Arias, S. Limb, A. Salleo and R. Lujan, “Jet printing flexible displays,” Mater. Today 9 [4] 32-37 (2006)
4. Y. Imanaka, “Multilayered low temperature cofired ceramics (LTCC) technology”; pp.4-13 in Springer, New York, 2003
5. R. D. Deegan, O. Bakajin, T. F. Dupont, G. Huber, S. R. Nagel, and T. A. Witten, “Capillary flow as the cause of ring stains from dried liquid drops,” Nature, 389 [23] 827-829 (1997).
6. F. Girard, M. Antoni, S. Faure, and A. Steinchen, “Evaporation and Marangoni driven convection in small heated water droplets,” Langmur, 22 [26] 11085-11091 (2006).
7. H. Hu, and R. G. Larson, “Analysis of the effects of Marangoni stresses on the microflow in an evaporating sessile droplet,” Langmur, 21 [9] 3972-3980 (2009).
8. B. Derby and N. Reis, “Inkjet printing of highly loaded particulate suspensions,” MRS Matt. Bull., 815-818 Nov. (2003).
9. D. Fujimoto, Y. Mizuno, N. Takano, S. Sase, H. Negishi, and T. Sugimura, “Low-transmission-loss modified cyanate ester materials for high-frequency application,” IEEE Polytronics Conf., 114-119 (2002).
 김종희
김종희
- 한양대 재료공학과 B.S
- University of Washington M.S
- Tokyo Institute of Technology Ph.D
- 국방과학연구소(ADD) 연구원
- 뉴세라믹연구소 선임연구원
- 삼성전기 중앙연구소 상무
- 현재 한국세라믹기술원 선임연구본부장
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록













