
생석회 및 시멘트산업에서의 온실가스 저감기술
남 성 찬 _ 한국에너지기술연구원 온실가스센터 책임연구원
정 순 관 _ 한국에너지기술연구원 온실가스센터 책임연구원
윤 여 일 _ 한국에너지기술연구원 온실가스센터 선임연구원
1. 서 론
정부가 2009년 8월에 발표한 온실가스 배출 감축목표 3가지 시나리오는 2020년까지 온실가스 배출전망치(BAU) 대비 각각 21%, 27%, 30%를 감축시키는 것이다. 이를 2005년 온실가스 배출량 대비 절대기준으로 환산하면 각각 8%증가, 동결, 4% 감소시키는 것에 해당하며, 정부는 이 3가지 시나리오에 대한 세부적인 국민 여론 수렴 절차를 거쳐 최종적으로 시나리오 3을 설정하였으며, 이는 BAU 대비 30%를 감축해야 하는 것이다. 우리나라의 경우 온실가스 배출량이 지난 15년간 100%나 증가해 OECD 국가 가운데 1위를 차지한 만큼, BAU대비 감축 목표 설정 자체가 획기적인 것이라 볼 수 있다. 정부는 산업체의 보호를 위하여 구체적인 온실가스 감축량을 설정하지 않고 있으나, 온실가스 감축에 대한 국내외 압력에 의하여 올해 국민적 합의를 통한 온실가스 감축량을 발표할 예정이다.
2006년 IEA에서 발표한 GHG CO2 emissions database에 따르면 년간 10만톤 이상의 이산화탄소를 배출하는 이산화탄소 대량 배출원 배출 규모는 년 13,799백만톤으로 이중 시멘트 산업에서 차지하는 비율은 약 6%인 932백만톤의 이산화탄소를 배출하고 있다. 에너지 다소비 업종이 산업의 근간을 이루는 우리나라는 전체 이산화탄소 배출량 중 92개의 대량 배출원에 의한 분율이 약 54%를 차지하고 있으며, 시멘트 산업의 경우 14개 공정에서 약 4천 6백만톤의 이산화탄소를 배출하는 것으로 보고되고 있다. 따라서 정부에서 온실가스 감축량을 발표할 경우 시멘트 산업 분야에 대해서도 강제적인 온실가스 활당량 부여나 자발적 감축 목표 설정과 이의 이행을 유도할 것이 예상된다. 이에 따라 시멘트 산업 전반에 영향을 최소화 할 수 있는 온실가스 저감 방안을 다각적으로 검토하는 것이 필요한 시점으로 판단된다. 시멘트 산업은 포틀랜드 시멘트 생산과정에서 약 900kg-CO2/meteric ton의 이산화탄소를 배출한다. 이를 세분화하여 살펴보면 시멘트 제조 공정(약 40% 배출), 운송(약 5%), 그리고 시멘트 제조 공정에서 소모 되는 전력생산을 위해 요구되는 화석연료의 연소에 의해서 발생한다. 시멘트 제조공정에서의 이산화탄소 배출은 초기 시멘트 생산 공정인 석회석(CaCO3)를 생석회(CaO)로 전환하는 공정에서 비롯된다. 시멘트 제조 시 발생되는 이산화탄소는 평균 약 1kg의 시멘트 당 0.87kg의 CO2가 배출되는 것으로 알려져 있으나 우리나라는 1kg의 시멘트당 0.77kg의 CO2를 배출하며 일본에서는 0.73kg CO2, 미국에서는 0.99kg CO2를 배출하며 지역적으로 매우 다양하다.
본 고에서는 시멘트 소재와 관련된 산업 동향에 관해 간략히 살펴보고, 온실가스 저감을 위한 산업계와 정부의 사전 준비와 저감할 수 있는 기술에 대하여 기술하였다.
2. 산업개요 및 현황
가. 시멘트산업의 개요 및 공정특성
시멘트란 미분쇄된 무기물질의 혼합분말로 물과 혼합되면 화학반응을 일으켜서 경화하는 재료이다. 이 화학반응을 수화 혹은 수화반응(hydration)이라고 말하며, 물의 존재 하에서 경화하는 성질을 수경성(hydraulic)이라고 말한다. 포틀랜드 시멘트는 <표 1>에 나타내는 화학조성으로, 현재 세계에서 약 14억톤정도 제조되고 있다. 물, 잔골재(모래), 굵은 골재(자갈)와 혼련하여 콘크리트로 된다.
석회질원료와 점토질원료를 분쇄 혼합하여, 킬른에서 가열(소성)해서 단단한 괴상의 클링커가 되는데 이를 현미경으로 보면, 규산칼슘의 결정이 알루민산 칼슘, 철알루민산 칼슘에 둘러싸여 있다. 냉각한 클링커를 석고(CaSO4·2H2O)와 혼합, 분쇄하여 최종 산물인 시멘트로 만든다. 시멘트 화학의 분야에는, 각 산화물성분 CaO, Al2O3, Fe2O3, SiO2, SO3을 각각 C, A, F, S로 나타낸다. SO3는 통상 석고로서 클링커에 넣으며, C3S, C3A의 수화를 제어한다. C3S은 가장 중요한 화합물이며, C3A은 반응성이 크고 내황산염성은 나쁘다.
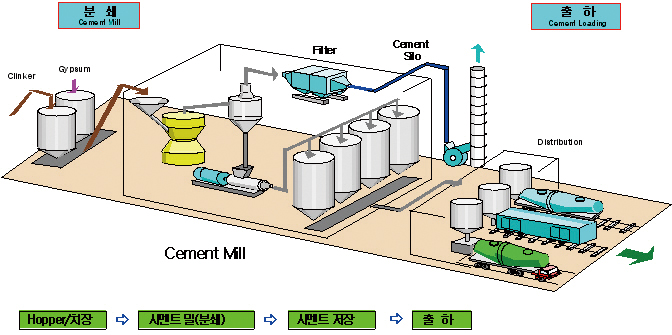
포틀랜드 시멘트의 제조는 화학공업의 일부로서, 여러 가지 기술적인 도전을 통해 각 공정의 화학적인 제어가 가능해졌다. [그림 1]과 [그림 2]에 석회석원료로부터 포틀랜드시멘트에 걸친 공정을 해안사와 내륙사의 경우로 예를 들었고 [그림 3]에서 [그림 6]까지는 2003년도 지식경제부의 에너지기술DB구축사업 시 조사된 내용으로 전체 공정에 대한 기술 목록별로 기술특성과 국내보급현황으로 세분화하여 설명하였다. 조사된 정량적 내용은 현재에도 큰 변화는 없을 것으로 예상된다.
<표 1> 포틀랜드 시멘트의 평균적인 화학조성
산화물성분 CaO SiO2 Al2O3 Fe2O3 MgO SO3 (Na2O+K2O)
조성범위(%) 60~67 17~25 3~8 0.5~6 0.1~4 1~3 0.5~1.3
.jpg)
[그림 1] 원료부터 포틀랜드 시멘트까지의 흐름도(라파즈한라[해안사])
.jpg)
[그림 2] 원료로부터 포틀랜드 시멘트까지의 흐름도(한일시멘트[내륙사])
1) 채광 및 분쇄
[그림 1]과 같이 석회석 광산에서는 발파효율이 뛰어난 계단식 노천채굴 방식에 의하여 원석을 채광하고 있다. 채광된 석회석 원석은 덤프트럭에 실려 조쇄기로 보내지는데, 1차 조쇄기인 Gyroatory Crusher와 2차 조쇄기인 Hammer Crusher에 의해 일정 크기로 작게 부수어진 후 운송효율이 높은 벨트 컨베이어를 통해 생산공장으로 이송된다. <표 2>는 국내에서 운전 중인 석회석 조쇄기 보유현황을 나타낸다.
.jpg)
[그림 3] 채광 및 분쇄
<표 2> 국내 석회석 조쇄기 현황
Gyrotory Hammer Cone Impact Jaw 계
보급대수(기) 30 17 20 13 5 85
보급용량(천톤/년) 89,961 33,181 39,337 33,529 4,195 200,203
2) 원료 혼합 및 분쇄
[그림 4]에서 보는 바와 같이 벨트 컴베이어에 의해 운반된 석회석은 품질별로 석회석 저장소에 1차 저장되고, 다시 Stacker에 의하여 원료의 성상을 균일하게 조절한 후 원재료 적치장에 쌓이게 된다. 이외에 부원료인 혈암과 규암 등도 공장 내에 있는 Crusher에 의해 분쇄된 후 Feed Bin으로 운반된다. 원료 Bin의 석회석과 부원료는 중앙통제실의 컴퓨터에 의해 배합비율이 자동 조절되면서 분쇄된다. 이 분쇄된 원료는 원료혼합 및 저장사이로에서 소성과정을 기다리게 된다. <표 3>과 <표 4>는 국내 원료 및 연료 분쇄기 현황을 나타내고 있다.
.jpg)
[그림 4] 원료 혼합 및 분쇄
<표 3> 국내 원료분쇄기 현황
Roller Mill Tube Mill 계
보급대수(기) 22 32 54
보급용량(천톤/년) 51,006 41,091 92,097
<표 4> 국내 연료분쇄기 현황
Roller Mill Tube Mill 계
보급대수(기) 32 7 39
보급용량(천톤/년) 6,580 788 7,368
3) 소성공정
[그림 5]에서 보는 바와 같이 시멘트 생산과정에서 시멘트의 품질을 결정짓는 가장 중요한 과정이 바로 소성과정이다. 저장사이로에서 인출되어 연속적으로 공급되는 원료는 예열과정을 거쳐 Kiln에서 1,450℃의 고온상태의 소성과정을 거치게 되며, Cooler에 의해 급속 냉각된다. 일시 저장된 후 전천후 양방향 운반설비인 Curved Belt Conveyor로 항만 또는 하역장으로 이송된다. <표 5>와 <표 6>, <표 7>은 각각 국내 킬른, 냉각기, 클링커 사이로의 현황을 보여준다.
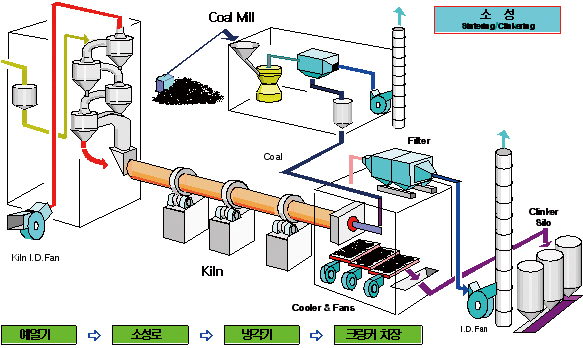
[그림 5] 소성공정
<표 5> 국내 킬른 현황
SP Kiln(4단) NSP킬른 계
보급대수(기) 5 42 47
보급용량(톤/년) 3,518 58,449 61,967
<표 6> 국내 냉각기 현황
Planetary Traveling Gate Reciprocating Grate-C Reciprocating Grate-M 계
보급대수(기) 2 1 10 34 47
보급용량(톤/년) 2,981 1,551 6,709 50,722 61,963
<표 7> 국내 클링커 사이로 현황
Dome Silo 계
보급대수(기) 1 48 49
보급용량(톤/시간) 41,000 13,516,856 13,557,856
4) 완성공정
[그림 6]과 같이 철도역이나 항만공장 등의 클링커 사이로에서 인출된 클링커는 석고 및 부재료를 5% 정도 첨가하여 예비 분쇄 설비인 Roll Crusher에서 1차 분쇄된 후, 주 분쇄 설비인 시멘트 분쇄기에서 고운 가루로 분쇄되어 최종 생산품인 시멘트로 만들어진다. <표 8>은 2003년도에 국내에서 운전 중인 시멘트 분쇄기 현황을 보여준다.
앞에서 언급한 바와 같이 시멘트 공정에서는 크게 시멘트 제조공정에서 사용되는 에너지원과 석회석의 탈탄산에 의해 온실가스가 발생된다.
시멘트를 제조하기 위해 사용된 에너지원에 대한 효율향상으로 온실가스 저감방안을 고려한다면 대략 10~20%정도의 절감방안이 보고되고 있어 이에 대한 신기술조사를 통해 그 해결책을 찾는 것은 중요하다고 할 수 있다.
[그림 6] 완성공정
<표 8> 국내 시멘트분쇄기 현황
Roller Mill Tube Mill 계
보급대수(기) 10 66 76
보급용량(톤/시간) 9,704 47,289 56,993
나. 시멘트 업체현황 및 제품생산량
시멘트산업은 주원료인 석회석과 기타 점토지 광물 등을 혼합 분쇄하여 약 1,400℃ 이상의 고온에서 소성시켜 시멘트를 제조하는 산업이다. 시멘트산업은 철강, 석유화학산업 등과 함께 산업발전을 이룩하는데 있어서 필수불가결한 기초소재를 공급하는 기간산업이라 할 수 있다.
[그림 7]에는 국내 시멘트 제조업체의 현황을 나타냈으며, 보는 바와 같이 포틀랜드 시멘트 제조업체는 7개업체로 해안사 3개 업체와 내륙사 4개 업체로 크게 구분되고 있고, 기타 고려시멘트와 유니온시멘트 등 2개 업체가 있다. 국내 시멘트산업은 사회간접자본 확충 및 대규모 주택건설 등에 힘입어 꾸준한 성장을 지속한 결과 1981~95년 기간 동안 시멘트 생산이 연평균 9.4%의 증가율을 기록하였다.
특히, 90년대 들어서는 200만호 주택건설 정책에 따른 시멘트수요 급증으로 연평균 11.4%의 높은 증가율을 기록하였으나, 1998년도에는 1997년도 대비 20%정도의 급격한 감소세를 나타내었다. 그러나, 2002년도에는 다시 1997년도 수준으로 시멘트 생산량이 꾸준한 증가 추세를 보여 왔다. 현재 시멘트 산업에서의 생산량은 크게 증가 추세를 보이지 않고 있으며, 2000년대 수준을 그대로 유지하고 있는 상태이다.
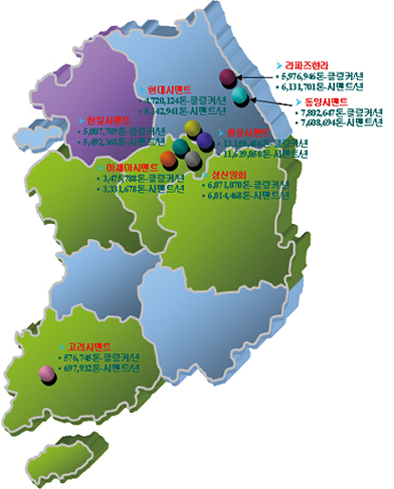
[그림 7] 국내 시멘트 제조사 및 생산현황
다. 에너지 소비와 이산화탄소 배출 현황
시멘트산업의 에너지 소비량은 90년대 들어 건설경기 호황에 따른 시멘트생산 급증으로 높은 증가율을 기록하였다. 에너지소비량은 2001년에 462만 5,600 TOE, 1990년에 159만 1,400 TOE로 3배 이상이 증가하였다. [그림 8]에서 보는 바와 같이 에너지사용량은 소성공정에서 전체의 92.6%를 차지하고 있어 이로부터 이산화탄소의 발생량이 많을 것으로 추정되고 있다.
한편, 에너지원단위는 에너지 소비량이 크게 늘어나고 있음에도 불구하고 낮아지는 추세를 나타내고 있다. 에너지원단위가 감소추세를 보이고 있는 것은 시멘트 수요가 크게 증가하자 생산업체들이 생산구조의 효율성 증진을 위해 생산설비의 증설개체를 지속하였기 때문이다. 에너지원단위를 주요 경쟁국들과 비교해 보면 에너지 효율이 세계수준인 일본과 비슷한 수준을 나타내고 있을 뿐만 아니라 주요 경쟁국들보다는 낮은 수준을 보이고 있다. 국내 시멘트 생산업체들의 에너지 절감을 위한 노력을 살펴보면, 에너지 열효율을 높이기 위해 80년대 초부터 시멘트소성공정(kiln)을 열효율이 낮은 반건조식 Lepol 공정 및 4단 SP 공정에서 건조식 NSP 공정으로 개조하였다. 이로 인해 시멘트소성공정 중 NSP 공정의 비중이 일본의 83%보다 높은 95% 수준에 이르고 있다. 분쇄공정은 종전의 볼 밀(ball mill)에서 롤러 밀(roller mill)로 교체해 나가고 있다. 롤러 밀은 분쇄효율이 높아 전력소비가 적고 분쇄분급건조를 동시에 함으로써 설비가 간소화된다는 이점이 있다. 또한, 분쇄자동화 시스템 및 고효율 분리기의 도입도 확대해 나가고 있다.
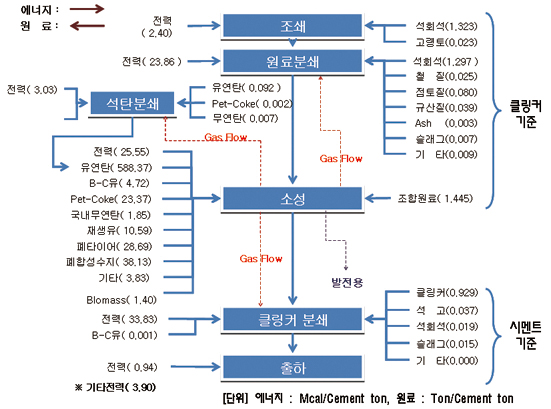
[그림 9]는 포틀랜드 시멘트 제조업체 7곳을 대상으로 공정별 에너지 사용량의 취합된 조사결과와 전문가 자문을 종합하여 작성한 국내 포틀랜드 시멘트 제조 산업의 대표공정도이다. 따라서, 본 공정도는 국내 시멘트 제조업체들이 보유하고 있는 대부분의 주요 공정기술들을 포함하는 국내 시멘트 제조 산업 대표 공정도의 의미를 갖고 있다. 기술 분류는 크게 석회석 조쇄, 원료 및 연료 분쇄, 소성, 시멘트(클링커) 분쇄, 출하 등 크게 5개 분야로 나누어 작성되었다. 에너지수지는 전기 및 연료부분으로 나누어 작성되었으며, 특히 사용된 연료부분은 좀 더 세부적으로 나누어 작성되었다. 대표공정도의 각 단위 공정과 같이 나타낸 수치는 7개 포틀랜드 시멘트 제조업체에서 2007년도 사용된 에너지와 원료, 그리고 생산된 제품의 양을 총량으로 나타내었다. 이는 생산된 클링커 자체를 외국으로 수출했거나, 다른 시멘트의 원료(슬래그)로 사용하였기 때문에 물질수지가 맞지 않기 때문에 전체량을 그대로 작성되었다. 각 단위공정과 같이 나타난 수치는 국내 포틀랜드 시멘트 제조업체 7개사가 그 단위 공정에서 소비하는 연료와 전기에너지의 총합을 나타낸다. 앞서 설명한 바와 같이 소성공정의 단위처리량은 원료 및 클링커 분쇄량과 비슷하나, 에너지 원단위가 90%이상을 차지할 정도로 높다.
재료적인 측면에서는 슬래그시멘트에 대한 생산량을 늘리면서 이로부터 에너지 소비량을 절감하려는 노력 등이 진행 중에 있다. <표 9>는 포틀랜드시멘트 생산 시 에너지 사용량을 나타내고 있다. 또한, 시멘트산업은 <표 9>에서 보는 바와 같이 타 산업에서 발생되는 폐부산물을 원료 및 연료로 활용하고 있다. 시멘트산업은 각종 산업폐부산물을 킬른을 이용하여 원료 및 연료로 재활용하고 있으며, 포항제철 부산물인 고로슬래그 및 발전소 부산물인 Fly Ash는 시멘트 혼합재로서 활용함으로써 에너지절약, 원가절감 및 자원재활용에도 기여하고 있다. 최대 온도 2,000℃로 피소성물을 1,450℃까지 상승시킬 수 있는 시멘트 소성로를 이용한 폐기물 처리는 기존의 폐기물 처리시설보다 우수한 성능을 가지고 있으며 약간의 설비만 보완하면 되므로 경제적이다.
이러한 노력들에 대한 일환으로서, 에너지 다소비 업종인 시멘트 산업은 기업 스스로 감축목표를 설정하여 정부와 협약을 체결하고 정부는 자금지원, 규제완화 등의 인센티브를 부여하는 VA제도에 적극 참여하여 에너지 절약에 최선을 다하고 있다.
이산화탄소 발생량은 80년대 중반부터 시멘트생산량 급증으로 크게 증가하고 있을 뿐만 아니라 앞으로도 계속 증가추세가 지속될 것으로 예상된다. 따라서, 정부와 업계는 시멘트산업에서 발생되는 이산화탄소 배출량을 줄일 수 있는 대응방안을 시급히 마련해야 할 것이다.
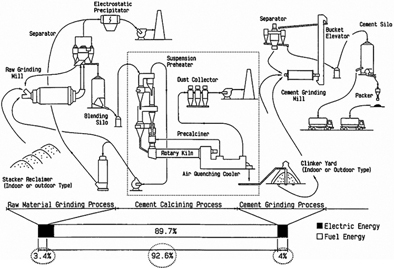
[그림 8] 시멘트 생산공정에서의 에너지 사용동향
[그림 9] 국내 포틀랜트 시멘트 제조 대표공정도
<표 9> 시멘트 산업에서의 에너지원 및 사용량
3. 온실가스저감을 위한 신기술동향
앞서 설명한 바와 같이 온실가스를 저감할 수 있는 기술은 현재 운전 중인 공정을 이상적으로 조합 및 보완함으로서 어느 정도 가능할 것으로 예상된다. 다음에는 시멘트 산업에서의 이러한 에너지 절약방안에 대해 일본기술의 사례를 몇 가지 정리하였다. 또한 국내에서도 마찬가지로 이러한 에너지 절약방안을 검토하였으며 몇 가지 사례를 표로 도시하였다.
첫째 폐 플라스틱 하소 공정의 경우 킬른에서 석회석를 하소할 때 석탄이나 천연가스의 대체 에너지로 폐 플라스틱을 이용하는 기술이다. 폐플라스틱은 PP, ABS, MMA, 또는 PET를 포함한다. 그리고 이것들의 열량은 PP와 ABS는 8000kcal/kg,이고 MMA는 5950kcal/kg, PET는 5130kcal /kg이다. 이들은 석탄의 열량 6200kcal/kg보다 더 높기 때문에 우수한 연료로 인식되고 있다.
이 시스템은 플라스틱의 총 열량대비 석탄 공급 당량을 감소시킬 것이다. 비록 플라스틱의 가능 연소량이 플라스틱의 형태에 의존하더라도 4.0~10t/h의 연소는 가능하고 이것은 킬른에서 사용된 연료 중 대략 20~30% 당량이다. 이 공정은 유독 가스가 발생되지 않는 장점이 있다. 왜냐하면 폐 플라스틱은 NOx와 HCl이 완전 연소하기 때문에 환경친화적인 공정으로 알려져 있다. 둘째 원료 분쇄 공정(수직 롤러 분쇄기)의 경우 볼밀과 분립기는 시멘트 분쇄 공정에 사용되어 왔다. 특히 수직 롤러 분쇄기가 개발되면서 전기를 절약하고 분쇄효율을 개선할 수 있었다. 마무리 공정(pre-grinder)의 경우 킬른에서 하소된 클링커를 주 분쇄기로 보내기 전에 사전 분쇄기로 파쇄하는 과정으로 분쇄 메커니즘은 수직 롤러 밀과는 다르다. 이 장치는 에너지를 절약하고 현존하는 볼밀과 튜브 밀 글라인딩 시스템을 대신하는 고효율의 장비이다. 이를 통해 시멘트 생산량을 30~100% 증가시킬 수 있으며, 또한 최종공정에서 소비전력이 15%~26% 감소하는 효과가 있다. NSP 킬른에서의 직접 하소 기술의 경우 시멘트 생산량을 증가시키기 위해서는 킬른의 크기가 줄어들어야 하지만 실재 킬른 크기의 증가로 인해 킬른내에서 내화벽돌이 빠르게 소모되고, 열손실 또한 크다. 따라서 NSP 킬른은 이러한 문제점을 극복하고자 개발된 기술이다. 또한 유동층 시설을 보완함으로서 연소율을 높이고 클링커 냉각기에서의 열 회수가 유리한 장점이 있다. 새로운 고효율 분급기(O-SEPA)는 분리능이 우수하여 최종 밀에서 분말로 분쇄하는데 유리한 장치이다. 기존 사이클론 형태의 분급기보다 10%정도 효율이 더 우수하다. 또한 마무리 작업 시와 분쇄 시스템에서의 전력 소모량이 감소하는 잇점이 있다. 고효율 클링커 냉각기는 시멘트 연소 킬른으로부터 배출된 매우 효율적인 냉각방식으로 고온의 클링커를 냉각하는 동안에 가열된 공기는 버너 연소공기와 다른 공정에서 요구되는 에너지의 일부로 사용이 가능하다. 대부분의 NSP 시멘트 공정은 4단계를 구성되어 있고, 시멘트 플랜트에서 나오는 폐열(350℃)은 폐열 발전을 위해 사용된다. 5단계 사이클론에서 나머지 한 단계는 폐열의 온도를 250~270℃를 낮아지게 하고 그로인해 연소 중에 필요한 에너지가 감소하게 된다.
부유 예열기는 폐열의 온도를 이용하기 위해 고도로 발달된 낮은 압력손실 사이클론을 사용된다. 그리고 에너지는 NSP 4단계 사이클론에서 5단계나 6단계로 전환되면서 연소를 하기위해 필요하다. 환풍기를 운전하기 위해 필요한 전력은 250W에서 125W로 상당히 많은 전력이 줄어들게 된다. 마지막으로 NSP 킬른으로부터 대기로 방출되는 폐열을 회수하고, 회수된 열로 보일러를 운전하고 증기로 발전을 함과 동시에 터빈을 회전 시킨다. 기본적인 장치 구조는 폐열 회수 보일러, 증기 터빈, 발전기를 포함한다. 그리고 발전 용량은 시멘트 플랜트에서 하루에 3600톤을 생산 할 경우 6500KW가 발생한다. 이 발전 설비는 플랜트안에 상업적인 목적으로 사용된 전기를 대치할 수 있고, 대기로 고온의 가스 방출량을 감소시킴으로서 환경오염을 방지할 수 있는 장점이 있다. 이러한 기술 등은 현재 국내에서도 많은 기업들이 검토 추진 중인 내용으로 일부는 도입된 상태이다.
아래 내용은 외국의 신기술 사례를 바탕으로 작성하였으며, 현재 국내 기존 설비와 비교분석하였다. 국내의 경우 새로운 설비에 대한 개발 및 생산 능력이 없으므로 향후 설비 도입 시 참고자료로 활용하는 것이 목적이다.
<표 10> 신기술 개요 및 대응 기존기술
4. 결 론
온실가스 저감기술은 미래의 인류의 삶과 지구의 환경을 결정하는 기술분야에 있어 핵심 키워드가 되고 있다. 특히 에너지 의존율이 극히 높은 국내 산업의 현실에서는 온실가스를 저감시킬 수 있는 신기술개발을 통한 환경기술 선도와 에너지수급의 자립화가 절대적으로 필요한 실정이다. 이를 위해 산업체, 학계와 연구기관이 긴밀히 협력하여 온실가스 저감기술을 주도할 수 있도록 집중적인 노력을 경주하여야 할 것이다.
참고문헌
1. “Japanese Technologies for Energy Savings/GHG Emissions Reduction”, NEDO, 2008.
2. 남성찬 외, “온실가스감축 신기술조사 및 DB구축”, 한국에너지기술연구원, 2008. 9.
 남 성 찬
남 성 찬
- 1989년 : 인하대학교 화학공학과 학사
- 1991년 : 인하대학교 대학원 화학공학과 석사
- 2001년 : 인하대학교 대학원 화학공학과 박사
- 2006~2007년 : University of British Columbia Visiting Scientist
- 1996~현재 : 한국에 너지기술연구원 기후변화연구본부 책임연구원
너지기술연구원 기후변화연구본부 책임연구원
정 순 관
- 1993년 : 고려대학교 화학공학과 학사
- 1997년 : 고려대학교 화학공학과 석사
- 2000년 : 고려대학교 화학공학과 박사
- 2005년 : Washington Univ. in St. Louis Post-Doc
- 2002년~현재 : 한국에너지기술연구원 온실가스센 터 책임연구원
터 책임연구원
윤 여 일
- 1997년 : 고려대학교 화학공학과 학사
- 1999년 : 고려대학교 대학원 화학공학과 석사
- 2004년 : 고려대학교 대학원 화공생명공학과 박사
- 2000~20003년 : 고려대학교 부설 청정화공시스템 연구소 연구원
- 2003~현재 : 한국에너지기술연구원 온실가스연구센터 선임연구원
< 본 사이트는 일부 내용이 생략되었습니다. 자세한 내용은 세라믹코리아 10월호를 참조바랍니다.>
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록



















