Special 우주항공/원자력용 극한소재 개발 현황 및 전망(2)
우주발사체 엔진용 극한 환경 코팅 개발 현황

변응선_한국재료연구원 극한재료연구소 책임연구원
1. 기술 개요
우리가 살아가는 세상에는 땅 위, 바다, 하늘 그리고 우주라는 다양한 공간이 존재한다. 이러한 공간들을 이동하기 위해서는 각각에 맞는 적절한 운송 수단이 필요한데, 땅 위에서는 자동차가, 바다에서는 선박이, 하늘에서는 항공기가 우리를 원하는 곳으로 데려다준다. 그리고 우주라는 무한한 공간을 향해 나아가기 위해서는 우주발사체라는 특수한 운송 수단이 필요하다.
안타깝게도 우주발사체 기술은 소수 국가만이 독점하고 있는 첨단 기술 분야로서, 나로호 개발 과정에서 경험했듯이, 기술 선진국들은 핵심 기술 이전을 극히 꺼리며, 우리나라와 같은 후발 주자들에게는 높은 기술 장벽을 구축해 왔다. 이러한 현실 속에서 우리나라는 자체적인 우주발사체 개발을 위해 부단히 노력해 왔으며, 그중에서도 우주발사체용 연소기 내열 코팅 기술 개발은 가장 어려운 과제 중 하나였다.
잠시 2011년의 과거로 돌아가, 열악한 환경 속에서도 끊임없이 도전하고 혁신을 거듭하며, 세계적인 수준의 연소기 내열 코팅 기술을 확보하기 위해 노력했던 이야기를 간략하게 펼쳐보고자 한다.
액체로켓은 크게 연료탱크, 산화제 탱크, 터보펌프, 연소기(연소실 및 노즐)로 구성되어 있으며, 이 중에서 연소실은 연료와 산화제가 혼합되어 폭발적인 에너지를 만들어 내는 부분이며, 노즐은 연소실에서 발생한 고온 고압의 가스를 밖으로 분출하여 지구의 중력을 박차고 우주로 날아가는 추력을 만드는 부분이다. 따라서 액체 로켓엔진 연소기의 연소실 및 노즐의 내부 벽면은 연소가스의 높은 온도 및 압력에 의해 형성된 매우 가혹한 열 환경에 노출되며, 특히 연소기 노즐목에서 열유속은 ~100MW/m2 정도로 매우 높다.[1]
이와 같은 높은 열유속을 견디기 위하여 연소기 내벽은, 열전도가 높은 동합금에 냉각유로를 가공하여 재생냉각이라 부르는 액체 연료를 사용하여 연소기를 1차 냉각하는 방식을 사용하고 있으며, 이외에도 벽면의 보호를 위해 연료를 이용한 막냉각(film cooling)과 내벽으로의 열을 차단하는 열차폐 코팅(TBC, thermal barrier coating) 등의 기술이 복합적으로 적용되고 있다.[2]
동합금은 높은 열전도도를 가지므로 로켓 출력 초기에 연소실 내부에서 순간적으로 발생하는 높은 열유속을 동합금 라이너 외벽의 냉각 매체로 전달하여 효과적으로 연소실 내부의 열을 제거할 수 있다. 동합금의 높은 열전도도로 인하여 라이너는 650K 이상의 온도까지 가열되며, 냉각 유로와 연소실 라이너인 동합금 표면 간의 온도구배는 약 105K/m 이상에 이르게 된다. 연소실과 냉각 유로 사이의 큰 온도구배와 압력 차이는 높은 열 기계적 부하를 유발하게 되며, 이에 따라 그림 1과 같은 dog-house failure라 불리는 손상이 발생하게 된다.[3] 이는 냉각 유로 상의 연료 누출을 유발하여, 로켓 자체의 파괴는 물론, 주변 시설 및 인명 피해로 이어질 수 있어, 적극적으로 방지 대책이 필요하다.
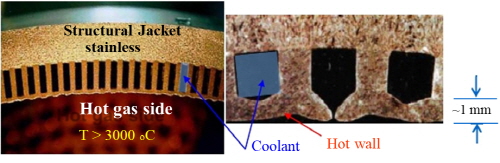
그림 1. 로켓 엔진 연소기 라이너의 failure mode.
이를 위해 적용된 것이 열차폐코팅으로서, 연소실 라이너 표면에 낮은 열전도도를 갖는 세라믹 재료를 형성하여 냉각 유로와 연소실 라이너 표면 간의 온도구배를 줄임으로써 열변형에 의한 손상을 방지하는데 그 목적이 있다.
2. 국내외 기술 개발 현황
2.1. 해외 기술 동향
액체로켓 연소기용 TBC 연구는 Volvo Aerospace가 1976년 Viking 4 로켓의 연소기에 TBC(5% CaO stabilized ZrO2)를 화염 용사 방식으로 적용하는 것으로부터 시작되었으며, 이후 Viking 5, 6에서도 성공적으로 적용되었다. 이후 Viking 엔진에서 Vulcain 엔진으로 변경되었고, 초창기의 Vulcain NE에는 노즐 확장 부에만 고려되었던 TBC가 열적 부담이 큰 노즐목 상부에도 적용되기 시작하였다. 최적의 코팅공정을 찾기 위하여 화염 용사, 플라즈마 용사, 아크 용사 방법을 이용하여 6가지 코팅에 대해 시험을 시행하였으며, 플라즈마 용사 방식이 최적인 것으로 확인한 바 있다. 이후 지속해서 노출시간이 증가하여, Viking thrust는 210초였으나 Vulcain 엔진을 장착한 Ariane 5는 470초였다.[4]
German Aerospace Center(DLR)는 극저온 로켓 엔진에 적용하기 위한 TBC 코팅의 축소형 연소 (10MPa) screening test를 수행하였다. 첫 번째 screening test에서는 코팅공정과 본드코팅 구조의 최적 조건을 찾기 위하여 저압 조건(1MPa)에서 시험을 수행하여 가장 적절한 코팅 소재 및 공정의 조합을 찾고, 이를 통과한 코팅에 대하여 액체질소와 끓는 물에 반복적으로 열충격을 가하여 안정성을 확인하는 순서로 진행하였다. 상기 시험을 통과한 최상의 코팅에 대하여 축소형 연소기(약 10MPa)에서 마지막 screening test를 수행하였다. 코팅 공정은 DLR에서 항공기 엔진에 적용할 목적으로 개발된 EB-PVD와 APS 및 Detonation gun을 사용하였으며, 최종시험에는 EB-PVD를 선정하였다.[5]
Astrium GmbH는 DLR에서 수행한 방식과 비슷한 수준의 축소형 연소기에 코팅방식을 달리하여 제작한 TBC를 시험하였다. 적용한 코팅방식은 화염 용사, 플라즈마 용사, 아크 용사이었으며 6가지 코팅에 대하여 특성 평가를 수행하였는데, 결론적으로 플라즈마 용사 방식이 최적인 것으로 확인하였다. 플라즈마 용사 TBC를 적용하여 각각 30회의 사이클과 누적 시간 120초의 시험을 시행하였으며, 코팅에 특이한 이상은 발견되지 않은 것으로 2001년 보고하였다. 추가로 연소실 지름을 50mm에서 80mm까지 증가시켜 시험을 시행하였다.[6]
한편 일본의 JAXA는 Reusable Launch Vehicle에 사용될 엔진에 대한 수명 항상 연구의 일부에서 TBC 코팅에 관한 연구를 수행하였다. 니켈 코팅을 통해 엔진의 수명이 향상되는 것을 확인하였으며, 상대적으로 낮은 열 환경하에서 작동하는 OMS 적용을 위하여 ZrO2-Ni 경사 기능 코팅을 수행하였다 (그림 2). 경사 기능 코팅을 적용한 TBC 엔진은 연소시험 (챔버 압력: 1MPa, 추진제: NTO/MMH, 노즐목 열유속: 9MW/m2)에서 250회의 수명을 달성하였다고 보고하였다. TBC에서 모재와 코팅 면의 거칠기, 코팅의 결함이 TBC 내구성에 큰 영향을 주기 때문에 EB-PVD 방식을 검토하는 것으로 알려져 있다. 고온 고압 연소기에서는 코팅 두께 역시 얇아야 하므로 EB-PVD가 그 조건을 만족시킬 수 있을 것으로 예측되었다.[7]
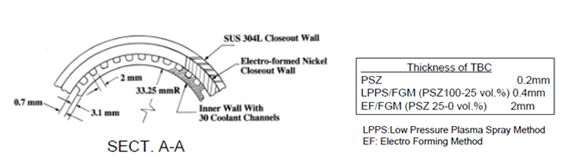
그림 2. JAXA의 경사 기능-열차폐 코팅된 로켓 엔진 연소기.
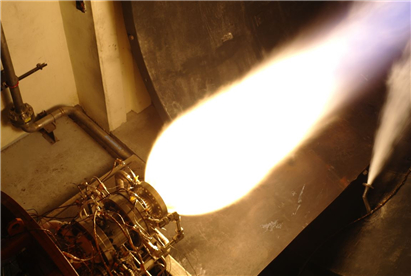
그림 8. 시제 코팅이 적용된 연소기의 실물형 연소시험.
-----이하 생략
<본 사이트에는 일부 내용이 생략되었습니다. 자세한 내용은 세라믹코리아 2024년 11월호를 참조바랍니다. 정기구독하시면 지난호보기에서 PDF 전체를 열람하실 수 있습니다.>
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록