
희토류 마그네트 대체 및 저감기술 동향
이 정 구_ 한국기계연구원 부설 재료연구소 책임연구원
유 지 훈_ 한국기계연구원 부설 재료연구소 분말기술연구그룹장
Ⅰ. 서 론
최근 유가상승문제가 뉴스매체에서 자주 보도되고 있다. 이러한 유가상승은 국내 뿐 아니라 전세계 경제성장에 큰 장애요인으로 작용하고 있어 유가안정을 위해 세계 주요선진 국가가 중심이 되어 대책 마련에 고심하고 있다. 한편 유가상승보다 더욱 심각한 문제는 화석연료를 사용하는 발전방식으로 인한 이산화탄소 등의 온실가스 배출 증가에 따른 지구온난화 현상이다. 이러한 지구 온난화 현상으로 인해 2011년에 전세계적으로 폭염, 폭풍, 폭우 등과 같은 여러 가지 기상이변으로 천문학적 금액의 경제적 피해가 발생하였다. 유럽 소속의 EDGAR(Emissions Database for Global Atmospheric Research)가 2011년 9월에 발표한 내용에 따르면 1990년과 2010년 사이 전세계 이탄화탄소 배출량은 약 45% 증가하여 2010년 기준으로 330억톤이라는 역사적인 배출량을 기록하였다(1).
이산화탄소 배출량의 이러한 증가 추세가 가까운 미래에 인류의 삶 자체를 위협할 수 있다는 인식이 확산되면서 세계 각국이 이러한 문제 해결을 위해 강력한 이산화탄소 배출량 규제를 산업 전반에 적용하기 시작했다.
.jpg)
따라서 21세기 인류가 추구하는 지속가능한 사회를 실현하기 위해서 지속적인 경제발전과 동시에 이산화탄소 배출 억제라는 두 가지 상반된 문제를 동시에 해결해야 하는 시점에 놓여있다. 이러한 배경에서 최근 ‘저탄소 녹색성장’이 경제활동의 이슈로 부각되고 있다. 이러한 ‘저탄소 녹색성장’을 위해서는 에너지 생산과 소비 방식의 패러다임 전환이 필요하다.
에너지 생산 측면에서는 태양전지, 풍력발전과 같은 신재생 에너지 산업이 크게 발전하고는 있지만 그 발전비중은 1.1% (2010년 기준)에 그치고 있다. 한편, 가장 저렴한 발전방식으로 알려져 있는 원자력발전의 경우 최근 일본의 후쿠시마 원전 방사능 누출 사건 이후 설비 안전성 문제가 연일 언론에 보도되고 있어 증가하는 에너지 수요를 충족시키기 위한 대책이 시급한 시점이다. 특히, 작년 여름에 ‘블랙아웃’사태를 경험하였고 올해도 벌써 예비전력이 5% 이하로 떨어진 상태라 올 여름 ‘블랙아웃’사태의 재현이 우려되고 있다. 에너지 소비 측면에서는 정부가 이러한 에너지 부족 문제 해결을 위해 대국민을 상대로 불필요한 전기사용 억제를 호소하고 유휴 전력을 효율적으로 이용하는 방안 등을 다각도로 검토하고 있다.
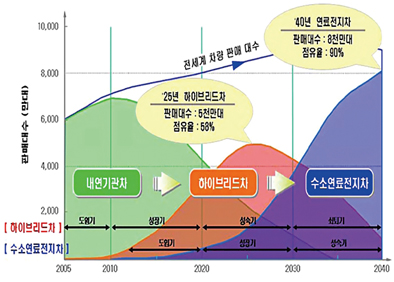
하지만 본질적인 에너지 부족 문제 해결을 위해서는 에너지를 소비하는 기기의 효율을 향상하는 것이 매우 중요하다. 이러한 에너지 소비와 관련하여 가장 크게 관련되는 기기가 모터이고 여기에 사용되는 핵심소재가 바로 영구자석이다. 이것은 전체 전력소비량의 약 50%가 모터구동에 사용된다는 사실로부터 쉽게 이해할 수 있다. 특히, 최근 위에서도 언급하였지만 지구온난화 문제 해결을 위해 하이브리드 자동차(HEV), 전기자동차(EV)와 같은 친환경 자동차의 보급이 증가하면서 모터의 중요성이 더욱 커지고 있다. 이러한 친환경자동차는 내연기관에 의존하던 구동방식에서 모터구동방식으로의 전동화가 급속한 발전을 보이고 있어 2020년에는 HEV, EV 세계시장이 연간 1000만대 이상으로 확대될 것으로 예상되고 있다(2,3).
현시점에서는 전지의 비용과 탑재 가능한 용량의 문제로, 모터는 내연기관의 보조로서 사용하는 것이 일반적이지만 장기적인 관점에서 이 주종관계는 역전하여 비효율 내연기관은 자동차에서 완전히 사라질 것으로 예상된다. 내연기관 대신 모터를 사용하는 이유는 매우 명확하다. 모터를 사용하는 편이 에너지 효율이 높기 때문이다.
내연기관에서는 발생하는 에너지에서 운동에너지로 변환하는 비율이 최대 30% 정도이다. 하지만, 고성능 모터를 사용한다면 투입한 전기에너지의 90% 가까이를 운동에너지로 변환시킬 수 있다. 게다가, 감속시에 모터를 발전기로 이용하여 회생전력도 얻을 수 있다. 이것은 내연기관에서는 불가능한 것이다.
이러한 고성능 모터는 HEV, EV의 구동모터 뿐만 아니라 에어컨용 압축기모터, 세탁기 드럼 구동모터, 공작기기와 산업로봇용 모터에 이르기까지 다용하게 사용되고 있어 모터의 성능향상은 에너지절약과 지구온난화 방지를 위해 매우 중요하고 이를 위해서 고특성 희토류 영구자석이 반드시 필요하다.
그러나 희토류 영구자석은 현재 심각한 자원리스크에 직면해 있다. 특히 고온 환경 하에서 작동하는 친환경자동차 구동모터용 희토류 영구자석에 필수 원소인 Dy와 같은 중희토류 자원문제는 매우 심각하여 차세대 산업에서 필요한 고성능 모터 공급에 큰 장애요인이 될 것으로 예상된다 (5). 따라서 이러한 문제 해결을 위해서는 고특성 희토류 영구자석에서 Dy와 Tb와 같은 중희토류 원소를 저감, 궁극적으로 제로화하는 기술과 나아가서는 희토류 대체 영구자석재료를 개발이 하는 것이 매우 시급하다.
본 고에서는 이러한 희토류 자원문제 해결을 위한 영구자석에서의 희토류 저감 및 대체 기술개발 동향에 대해서 기술하고자 한다.
Ⅱ. 본 론
1. 희토류 영구자석의 특징 및 응용분야 [6]
영구자석은 크게 페라이트자석, 알리코자석, 희토류자석으로 분류되어진다. 그림 3에서 보는 바와 같이 이 세 가지 종류의 영구자석 중에서 희토류자석의 자기특성은 나머지 두 종류에 비해 월등히 우수하다. 예를 들면, Nd계 자석의 특성은 페라이트 자석보다 10배 우수하다. 그림 4는 희토류자석의 조성을 나타내고 있다. Nd계 자석은 Fe가 약 60%, Nd가 약 30%, 나머지가 Dy와 다른 첨가원소로 구성되어 있다. 이 중에서 Dy 함량은 자석의 용도에 따라 다르다. 한편, Dy는 지각 존재질량비가 4.8ppm으로 Au (0.004ppm)과 Pt(0.01ppm)보다는 높지만 Nd(25ppm) 비교하여 매우 낮다. 뿐만 아니라, 채광 가능한 광산이 거의 중국에 국한되어 있고 최근 중국이 수출제한 정책을 고수하고 있기 때문에 현재 중희토류 수급문제가 발생하고 있다. 더욱 심각한 문제는 이러한 수급문제가 향후 더욱 심화될 것으로 예상된다는 것이다.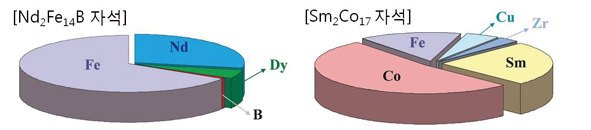

한편, 그림 5은 Nd계 자석제품들의 사진이다. Nd계 자석은 용도에 따라 여러 가지 형태로 제작되어 진다. 고특성 자석을 사용하는 장점은 「소형의 자석으로 강한 자장을 발생한 한다는 점」이다. 따라서, 관련 장치를 작게 할 수 있고 사용되는 동선도 짧게 할 수 있어 모터 전체를 작게 할 수 있다. 다시 말해, 고가의 자석을 사용해도 소형/경량이고 효율까지 우수하기 때문에 고특성 자석은 모터 등의 각종 기기장치를 경제적이면서도 고성능화시킬 수 있다. 이러한 이유에서 그 생산은 지속적으로 증가하고 있는 추세이다.
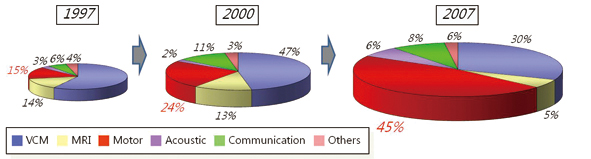
그림 6은 Nd계 소결자석의 세계 생산량 변화를 나타내고 있다. 물론 통계상의 약간의 오차는 있을 수 있지만, 매년 5%의 생산량 증가를 보이고 있으며 2010년도에 약 3만톤의 Nd계 소결자석이 생산되었고 여기에 약 9,500톤의 Nd가 사용되었다. Nd계 자석의 생산량 증가와 함께 주목해야 할 점은 그 응용분야의 변화이다.
그림 7은 Nd계 자석의 용도별 사용비율을 나타내었다. Nd계 영구자석의 수요 증가 추세에서 한 가지 주목할 점은 높은 잔류자속밀도를 요구하는 수요에서 높은 보자력을 요구하는 수요로 변화하고 있다는 점이다. 이것은 위에서도 언급하였지만 하이브리드HEV, EV와 같은 친환경자동차 등에 사용되는 모터의 경우 높은 작동온도에서 구동되기 때문에 높은 보자력이 요구되어지기 때문이다. 현행의 기술로 높은 보자력을 실현하는 방법은 Dy와 Tb 같은 중희토류 원소를 첨가하는 것이다. 현재 Dy(또는 일부 Tb로 치환)는, HEV, EV용 구동모터의 경우 Nd계 자석의 총 중량의 7~10wt.%, 에어컨용 압축기 모터의 경우 4~5wt.% 정도 사용되고 있다.
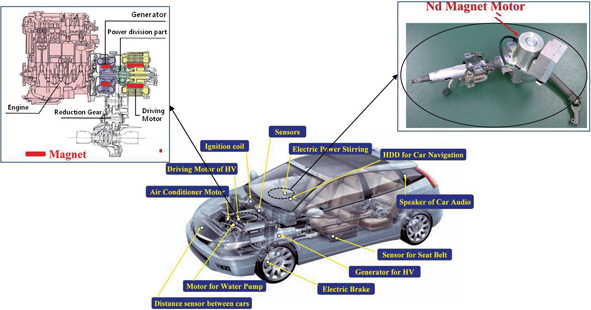
Nd계 자석은 실생활의 다양한 분야와 제품에 사용되고 있다. 그림 8은 Nd계 영구자석이 사용되는 제품의 몇 가지 예를 나타내었다. 컴퓨터 하드디스크는 그림에서와 같이 2장의 철판 사이에 2개의 Nd계 자석으로 구성되어 있는 보이스코일모터(VCM)가 헤드의 암의 위치를 제어하여 정보를 입출력을 할 수 있게 된다. 2006년 전세계 하드디스크 생산량은 약 2억 5천만대였다. 1대의 하드디스크에는 2개의 Nd계 자석이 사용되므로 약 5억개의 Nd계 자석이 하드디스크에만 사용되었다. 산업용 로봇분야에서 Nd계 자석 사용도 증가하고 있다. 이전에는 로봇의 관절부분이 상당히 컸지만 최근에는 고속, 고출력 모터의 소형화에 따라 관절부분을 작게 제작할 수 있게 되었다. 이 외에도 엘리베이트, NC가공기에도 사용되고 있다. 최근에는 성형기에도 서브프레스라고 하는 모터출력으로 성형하는 방식이 적용됨에 따라 성형기의 정밀도가 크게 향상된 사례도 있다. 또한 최근에 수요가 크게 증가하고 있는 것이 가정용 에어컨 실외기의 컴프레셔에 사용되는 DC 모터용이다. 한편 모터와는 조금 다르지만 풍력발전기에도 Nd계 자석이 대량으로 사용되고 있고, 신재생 에너지의 중요성 증대와 함께 그 수요가 앞으로 크게 늘어날 것으로 예상된다.
Nd계 자석의 수요증가에 가장 크게 기여하는 것은 자동차 분야일 것이다. 그림 9에 Nd계 자석이 사용되는 자동차용 부품들을 나타내었다. 현재는 Nd계 자석 이외에도 페라이트자석이 사용되는 모터도 많이 사용되고 있지만 차츰 Nd계 자석으로 대체되고 있다. 현재 자동차에는 100개 이상의 모터가 사용되고 있다고 한다. 최근에 주목받고 있는 하이브리드 자동차에서는 엔진에 연결된 발전기와 구동모터에 Nd계 자석이 사용되고 있다. 일본에서는 하이브리드 자동차 구동모터에 처음부터 희토류자석을 사용하였지만, 미국에서는 유도모터를 적용하려고 노력하였지만 큰 성과를 내지 못했다. 가까운 미래에 연료전지 시대가 도래해도 모터는 계속해서 사용될 것이기 때문에 이 분야의 수요는 지속적으로 증가할 것이다. 그 외에 MRI에도 Nd계 자석이 사용되어 진다. 일본의 경우 전체 MRI의 5%정도가 Nd계 자석 타입이고 중국의 경우 휠씬 많이 사용되고 있다. 또한 스피커, CD, DVD 등 우리 주변의 모든 분야에서 희토류 영구자석이 사용되어 우리의 일상생활을 가능하게 해 주고 있다.
2. 희토류 영구자석에서 중희토류 저감 기술 개발 동향
앞에서도 언급하였지만 Nd계 영구자석의 수요가 지속적으로 증가하고 있는 부품들은 고온환경에서 작동하는 모터로 고보자력의 특성이 요구된다. 지금까지의 기술로는 고보자력화를 달성하기 위해 중희토류인 Dy를 첨가하는 방법이 채택되어 왔다. 그림 10에 Nd계 영구자석의 조성에 따른 응용부품과 자기특성 변화를 나타내었다. Dy의 함량이 증가함에 따라 보자력이 증가하여 약 10 wt.% 첨가로 보자력이 상온에서 30kOe까지 증가하는 것을 알 수 있다. 이것은 Nd계 자석의 열감자율을 고려해도 200℃의 구동온도에도 사용 가능한 정도에 해당한다.
자석의 성질을 나타내는 지표에는 크게 잔류자화(Br)과 보자력(Hc)이 있다. 잔류자화는 자석의 힘을 나타내는 지표이고, 보자력은 외부자장에 대한 내성을 나타내는 지표이다. 한편, 이 두가지 지수 모두 온도가 올라가면 감소하는 특성을 가지고 있다.
그림 11은 이 두 지표의 온도의존성을 나타내고 있다. 잔류자화는 250℃보다 높은 온도에서 급격하게 저하한다. 하지만 200℃까지의 온도에서는 그렇게 문제가 되지 않는다. 하지만 보자력은 온도 상승에 따라 보다 급격하게 저하하여 200℃보다 높은 온도에서 급격하게 저하한다. 이러한 보자력의 급격한 저하는 실제 사용상 문제가 된다. 다시 말하여 잔류자화가 높아도 고온에서는 보자력이 낮아 실제로 사용할 수 없는 자석이 되고 만다. 따라서 고온에서 사용하기 위해서는 실온에서의 보자력을 높여 고온에서도 외부자장에 대한 내성을 크게 하는 것이 필요하다. 중희토류인 Dy를 첨가하는 이유가 바로 여기에 있다. 일반적으로 보자력은 다음과 같은 식으로 나타낼 수 있다.
Hc = αHA - Neff Ms(1)
Hc : Coercive force strength
HA : Anisotropy magnetic field
Ms : Saturation magnetization
α : Factor which relates to the microstructure
Neff : Effective demagnetization field
식(1)로부터 보자력을 향상시키기 위해서는 HA 가 높고 Ms 가 가능한 낮은 물질을 사용해야 한다. Nd2Fe14B 와 같이 2-14-1 화합물을 형성하는 희토류 중에서 이 조건을 만족하는 원소가 Tb과 Dy이다.
따라서 이러한 중희토류를 첨가하면 보자력을 향상시킬 수 있다. 이것이 Nd계 영구자석 물질측면에서의 보자력 향상 방법이다. 하지만 앞에서도 언급하였지만 중희토류의 수급불안정 문제로 인해 이러한 중희토류의 사용량을 줄이고도 보자력을 향상시키는 것이 필요하게 되었다. 이러한 자원문제와는 별도로 첨가되는 Dy는 Nd2Fe14B 화합물 결정구조에 있어 Nd와 치환되는데 Dy의 자기모멘트가 Fe와 반대방향으로 결합하는 성질이 있기 때문에 Dy 첨가에 의해 자화가 감소하고 최대에너지적 (BH)max가 낮아지는 기술적인 문제도 있다. 한편, 이러한 희토류 영구자석은 일반적으로 분말야금공정에 의해 제조되어진다. 다시 말해 자성분말을 이용하여 성형, 소결하여 원하는 형상의 자석을 만드는 것이다. 그림 12는 소결자석의 일반적인 미세구조를 나타내고 있다. 미세구조는 주상인 Nd2Fe14B 과 결정립계상으로 구성되어 있다.
이러한, Nd계 자석의 보자력 발현기구는 핵생성 타입이기 때문에 보자력을 향상시키기 위해서는 역자구 발생확률을 줄이는 것이 매우 중요하다. 역자구의 발생확률을 줄이는 방법에는, 결정립크기를 단자구크기(약 260nm)까지 작게 하는 방법과 주상인 Nd2Fe14B 의 계면 상태를 좋게 하는 것이 유효하다. 결정립크기를 작게 하는 것과 관련하여, 그림 12에서와 같이 현재 사용되는 소결자석의 결정립이 5~10μm 정도이기 때문에 결정립크기 제어만으로도 Dy를 첨가하지 않고 보자력을 충분히 향상시킬 수 있다.
이처럼 결정립 미세화로 보자력을 향상시키기 위해 현재 합금 제조방법인 스트립케스트의 결정립 층간격을 감소시키는 기술, 분말 제조시에 사용되는 젯밀의 고속화에 의해 미분말을 얻는 기술, 소결단계에서 입성장을 억제하기 위해 저온소결하는 기술과 같은 제조공정 기술개발이 활발히 진행되고 있다.
한편, 결정립을 미세화하는 방법으로 젯밀 방식과 별도로 HDDR(Hydrogenation-Disproportionation-Desorp-tion-Recombination)법이 이용되고 있다. (주)아이치제강은 이러한 HDDR 분말표면에 Dy 이외의 합금금속을 코팅하여 보자력이 향상되는 것을 발견했다. 그 결과, Dy를 첨가하지 않고도 보자력을 약 20kOe까지 높일 수 있었다. 이러한 고보자력 Nd계 자성분말은 2011년부터 생산이 시작되었으며, 먼저 생산량이 많은 안티-록 브레이크 시스템(ABS)와 전동파워 스티어링(EPS), 연료펌프 등에 응용될 것이다.
또한, (주)토다공업도 2012년 4월 4일, HDDR공정으로 세계 최고수준인 보자력 21kOe의 Dy-free Nd계 소결자석재료 개발에 성공했다고 발표했다. 토다공업은 연간 50톤 생산능력을 2013년에는 연간 500톤, 향후 지금의 40배에 달하는 연간 2000톤의 설비투자를 검토하고 하고 있다.
결정립 계면상태를 좋게 하는 것과 관련해서는 Dy를 결정립계면 부근에서 분포시켜 Dy의 사용량을 줄이고도 보자력을 향상시키는 연구가 진행 중이다.
Nd계 소결자석은 위에서도 언급했지만 Nd2Fe14B 의 주상과 Nd의 농도가 주상보다 높은 결정립계상으로 구성되어 있다. Nd계 영구자석의 이론 보자력은 76kOe이다. 이것에 비해, Dy를 첨가하지 않는 Nd계 소결자석의 보자력은 12kOe 정도이다. 다시 말해 현재 이론치의 15% 정도의 보자력만 발휘하고 있다. Nd계 소결자석의 보자력이 이론치보다 매우 작은 주된 이유는 결정립계상의 표면에 보자력을 낮추는 결함이 있기 때문으로 생각되어 진다. 이 자석에 Dy를 첨가하면 보자력이 개선되는 것은 Dy 원자가 Nd2Fe14B의 Nd와 치환되어 강자성결정립의 이방성자장을 높여 역자구의 생성이나 이동을 억제하기 때문이다.
그런데 이와 같은 역자구의 생성은 주로 결정립 표면부위에서 발생하므로 이 부분에만 Dy 농도를 선택적으로 높일 수 있다면 Dy 첨가량을 줄이고도 보자력을 올리는 것이 가능하다. 지금까지는 보자력이 높은 Nd계 영구자석을 제조하기 위해 Dy를 Nd2Fe14B의 모재와 혼합/분쇄해서 이것들을 소결하는 방법이 이용되어왔다. 하지만 이러한 방법으로는 Dy가 자석 전체에 거의 균일하게 존재하여 필요하지 않은 부분에도 Dy가 존재한다. 이와 달리, Dy 확산 기술은 Dy를 첨가하지 않는 Nd계 소결자석을 제조한 후, 그 표면에서 Dy을 침투시키는 방법을 이용한다.
이 경우 결정립에는 거의 침투되지 않고 입계에만 Dy가 확산 코팅된다. 일본의 대표적인 Nd계 소결자석 회사인 (주)TDK, (주)신에츠화학공업, (주)히타치금속에서는 여러 가지 Dy확산코팅 방법을 이용하여 Dy 사용량 저감기술을 개발하여 (주)히타치금속의 경우 Dy의 사용량을 50%까지 저감에 성공하여 작년 12월 미국에 Nd계 자석공장을 신설하여 2013년 4월부터 가동한다고 발표한 바 있다. (주)다이도특수강도 내년 1월부터 자국 내에서 희토류 사용량을 기존보다 40% 저감한 고성능 Nd계 자석을 연간 500톤 규모로 생산을 시작한다고 발표하였다. 원료는 미국 몰리코프로부터 조달할 예정이다.
3. 희토류 영구자석 대체를 위한 비희토류 영구자석
개발 동향
-----------이하 생략 (자세한 내용은 세라믹코리아 2012년 7월호 참조)
참고문헌
(1) http://ies.jrc.ec.europa.eu/our-activities/global-support/global-emission-inventory.html
(2) Trend in Electric Vehicle Market, KETI (2010).
(3) Trend in Hybrid Vehicle Industry, KETI (2011).
(4) Automative World Car Industry Forecast Report, Global insight (2004).
(5) 2010년도 희유금속세미나 자료집, 해외자원개발 협회 (2010).
(6) 금속자원리포트 No. 77, JOGMEC, (2011)
(7) Science & Technology Trends 10, NEDO (2010).
(8) M. Sagawa et. al, J. Appl. Phys., 55 (6), 2083 (1984)
(9) J. J. Croat, Technical Report of Magnequench (1990)
(10) Y. Luo, BM News, No. 33, 122 (2005)
(11) Y. Luo, Magnews, Winter, 32 (2008)
(12) Y. Luo, Magnews, Summer, 20 (2008)
(13) S. Hirosawa, Proc. 20th Int. Workshop on REPM and their Applications, 16 (2008)
(14) S. Sugimoto, 일본금속학회. 춘기대회, S3.1, 113 (2009)
(15) S. Hirosawa et. al, 일본금속학회 춘기대회, S3.2, 113 (2009)
(16) M. Sagawa, Proc. 21th Int. Workshop on REPM and their Applications (2010)
(17) S. Sugimoto et. al, Proc. 21th Int. Workshop on REPM and their Applications, 16 (2008)
(18) 2010년도 희유금속세미나 자료집, 해외자원개발 협회 (2010)
(19) Y. Honkura, Proc. 18th International Workshop on HPMA and theirApplication, 559 (2004)
(20) Y. Honkura, Proc. 19th International Workshop on HPMA and their Application, 231 (2006)
(21) I. R. Harris, P. J. McGuiness, J. of the Less-Common Metals, 172, 1273 (1991)
(22) O. Gutfleisch, M. Verdier and I. R. Harris, J of Alloys and Compounds, 196 (1993)
이 정 구
- 성균관대학교 금속공학과 학사
- 오사카대학 재료공학과 석사
- 오사카대학 재료공학과 박사
- 오사카대학 특임조교수
- 한국기계연구원 부설 재료연구소 책임연구원
유 지 훈
- 한양대학교 금속재료공학과 학사
- 한양대학교 금속재료공학과 석사
- 한양대학교 금속재료공학과 박사
- 스위스 로잔연방공대 Post Doc.
- 한국분말야금학회 총무간사
- 한국기계연구원 부설 재료연구소 분말기술연구그룹장
그림 1. 전세계 지역별 이산화탄소 배출량 변화 추이
그림 2. 친환경자동차 시장의 예상 판매 추이(4)
그림 3. 영구자석의 자기특성 비교
그림 4. 희토류자석의 기본조성
그림 5. 다양한 형태의 Nd계 영구자석
그림 6. 세계 Nd계 소결자석의 생산량 변화 추이
그림 7. Nd계 영구자석의 응용분야 변화 추이
그림 8. Nd계 영구자석의 적용 분야
그림 9. 자동차에 사용되는 대표적인 영구자석 채용 부품들
그림 10. Nd계 영구자석의 용도별 조성과 성능비교
그림 11. Nd계 영구자석 자기특성의 온도의존성
그림 12. Nd계 소결자석의 일반적인 미세구조
그림 13. Dy 확산코팅 기술
그림 14. 질화철의 자기특성 및 결정구조
그림 15. 오토모티브 월드 2012에 전시된 일본전산의 SR모터와 이를 탑재한 전기자동차
그림 16. 히타치제작소가 개발한 희토류를 사용하지 않는 산업용 모터
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록



















