우리나라 시멘트 콘크리트 기술개발동향과 발전방향
이 승 헌 _ 군산대학교 신소재공학과 교수
1. 머리말
우리나라 시멘트산업은 철강·석유화학산업 등과 함께 대표적인 국가기간산업의 하나로 건축·토목산업에 있어서 필수불가결한 기초소재산업이며, 짧은 기간 동안에 생산기술과 설비가 세계 정상급으로 발전하여 왔다. 그러나 건설경기의 변동에 따라 수요가 결정되는 전형적인 내수산업으로 우리나라 생산량은 최근 5년간 5,000만 톤 수준을 유지하고 있으나, 앞으로 건설경기의 하락이 예상되어 수요 감소가 예측되고 있다.
또한 시멘트산업은 에너지 다소비 산업임에도 불구하고 주 연료인 석탄을 해외로부터 전량 수입에 의존하고 있다. 이에 따른 대책으로 시멘트업계는 폐기물의 연료화 기술에 대한 연구개발을 활발히 진행하고 있으나, 정책적인 뒷받침이 되고 있지 않아 많은 어려움을 겪고 있다. 그리고 시멘트 1톤 생산 시 약 0.8톤의 CO2가 발생되므로 CO2를 줄일 수 있는 선진화된 시멘트 제조기술이 또한 요구된다. 향후 우리나라 시멘트산업은 환경규제 강화, 수요 감소 및 녹색성장 대책 등 산업 전반에 걸친 환경변화로 인하여 치열한 경쟁이 예상되므로 시멘트산업이 체질개선할 수 있는 기술 및 정책이 필요하다. 본고에서는 현재 우리나라 시멘트산업에서 시도하고 적용하려는 CO2 저감 기술을 중점으로 기술하고자 한다.
콘크리트는 시멘트와 골재를 원료로 제조하는 대표적인 건설재료로 시멘트의 주요 수요대상이며, 건설자재 중 콘크리트는 14.3%로 금속자재를 제외하면 가장 높은 구성을 차지하고 있다. 콘크리트의 출하량은 연간 약 300백만톤으로 2007년을 기점으로 다소 감소되는 추세를 보이고 있다.
콘크리트는 향후의 건설 트랜드의 변화에 부응하여 CO2 발생원인 시멘트의 비율을 감소시키고 고로슬래그, 플라이애시 등의 산업부산물 활용을 증대하는 추세로 시장변화가 예측되고 있다. 또한 건축물 및 구조물의 대형화, 초고층화 및 경제적 시공을 위한 건설의 고성능화 추세로 기술방향이 전개되고 있다. 본고에서는 최근 국내에서 관심이 고조되고 있는 온실가스 저감형 콘크리트와 초고강도 콘크리트를 중심으로 기술하도록 한다.
2. 우리나라 시멘트 기술개발 동향과 발전방향
2.1 시멘트산업의 기술개발 방향
시멘트를 제조할 때의 CO2 배출은 소성공정에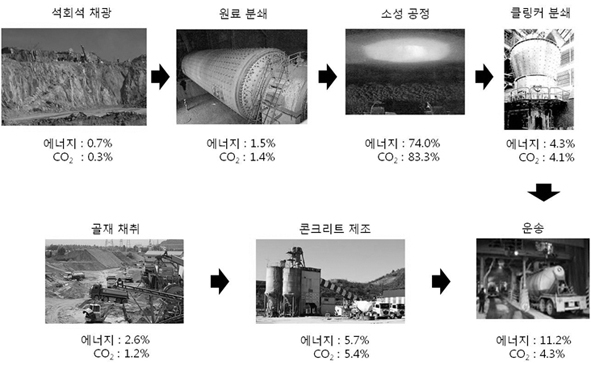 서의 석회석의 탈탄산 및 소성용 연료의 연소에 기인하는 것이 전체 배출량의 약 90%를 차지하고 있다. 석회석의 탈탄산이란 석회석의 주성분인 CaCO3가 고온(900℃ 전후)에서 분해되어 CaO가 생성되며, 이때 발생되는 CO2가 시멘트를 제조할 때 배출되는 전체 CO2 배출량의 59%에 해당된다. 소성용 연료는 크게 화석연료와 대체연료로 구분되며, 화석연료로는 유연탄, BC유, Pet-cokes 등이 있으며 대체연료로는 폐타이어, 폐합성수지, 재생유 등이 사용되며, 이러한 연료의 연소에 의해 시멘트를 제조할 때 배출되는 CO2의 배출량은 31% 정도이다. 그림 1에 원자재 제조부터 콘크리트 제조가지의 CO2 발생 비율을 나타냈다.
서의 석회석의 탈탄산 및 소성용 연료의 연소에 기인하는 것이 전체 배출량의 약 90%를 차지하고 있다. 석회석의 탈탄산이란 석회석의 주성분인 CaCO3가 고온(900℃ 전후)에서 분해되어 CaO가 생성되며, 이때 발생되는 CO2가 시멘트를 제조할 때 배출되는 전체 CO2 배출량의 59%에 해당된다. 소성용 연료는 크게 화석연료와 대체연료로 구분되며, 화석연료로는 유연탄, BC유, Pet-cokes 등이 있으며 대체연료로는 폐타이어, 폐합성수지, 재생유 등이 사용되며, 이러한 연료의 연소에 의해 시멘트를 제조할 때 배출되는 CO2의 배출량은 31% 정도이다. 그림 1에 원자재 제조부터 콘크리트 제조가지의 CO2 발생 비율을 나타냈다.
현재 시멘트산업에서의 CO2 감축을 통한 녹색성장을 위한 노력은 신규 설비의 보완 및 개발, 혼합재의 함량 증대 등을 들 수 있다. 그렇지만 직접적인 CO2 감축을 이루어야 하는 공장에서는 신기술 개발 및 설비의 개발·설치에 따른 초기 투자비용 증대라는 부가적인 부담을 감수해야 하는 어려움이 있다. 현재 우리나라 시멘트업계에서 추진하고 있는 CO2 저감 핵심 프로젝트는 다음과 같다2).
① 에너지 효율 설비 확충(냉각기, 예비분쇄기, 버너, 분급기 등)
② 폐열발전 설비 도입(버려지는 폐열 회수)
③ 대체연료 사용 증대(폐유, 폐플라스틱, 폐목재 등)
④ 대체원료 사용 증대(슬래그, 석탄회, 비탄산염 CaO 공급원 확보)
⑤ 포틀랜드 시멘트 혼합재의 비율 증량(현행 5%에서 10% 상향)
⑥ 혼합 시멘트 생산비율 확대(기존 혼합 시멘트 사용 확대 및 석회석 혼합 시멘트 개발)
⑦ 에너지 저소비형 클링커 제조
시멘트 제조공정의 신규 설비 투자가 크게 이루어지지 않고, CO2 저감을 위해서 고려되는 기술은 세 번째에서 일곱 번째까지이나, 이들 방법도 공정 적용의 기술적인 어려움, 최종 제품인 시멘트의 물리특성 저하 및 KS 규격 등의 제약으로 한계가 있다.
그림 1. 원자재 제조부터 콘크리트 제조가지의 CO2 발생 비율1)
2.2. 대체연료 사용
대체연료로는 폐타이어, 폐플라스틱, 하수 슬러지 건조분, 재생유 등이 사용되고 있으며, 대부분의 대체연료는 킬른의 입구 부분에 투입되고 있으나, 유럽 등의 선진국에서는 메인 버너에서도 대체연료 투입이 이루어지고 있다. 2020년에는 재생연료유, 폐타이어, 폐합성수지, 산업 혼합 쓰레기, 기타 등의 대체연료 사용량은 2005년 대비 약 42만2천 톤(전체 연료 사용량의 17.4%) 정도의 증가가 예상된다.
이때에 폐기물을 소각하지 않음에 의한 CO2 삭감을 인정하는 경우, 약 2.53%의 CO2 저감이 예상된다. 그러나 소각하지 않음이 인정되지 않을 경우는 약 0.74%의 CO2 저감율을 나타낼 것으로 보인다.
현재는 소각불용에 의한 CO2 삭감을 인정하지 않고 있기 때문에 표 1에 보듯이 2015년에는 대체연료 사용에 의한 CO2 감축량은 시멘트 톤당 약 0.74%로 예측된다(산출은 IPCC 2006 Guide Line 및 CSI Protocol 배출계수를 적용).
표 1. 연료 제어에 따른 CO2 저감량(추정치)
-생략-
2.3. 고효율 설비
우리나라 시멘트 제조설비는 1990년대에 대부분 최신형인 NSP가 부착된 킬른으로 대체하였으며, 예열기의 고단화, 롤러 밀의 도입, 예비분쇄기의 도입, 분급기의 설비 교체 및 개조, 냉각기의 개조 등 꾸준히 고효율화가 추진되어 왔다. 앞으로도 설비의 개조 및 설치에 의해서도 CO2의 배출 저감이 이루어 질 것이나, 저감율은 그리 크지 않을 것으로 전망된다. 이는 국내 설비가 선진국과 비교하여 상당 수준의 신형으로 구성되어 있어, 공정 개선으로 CO2를 감축하는 것은 한계가 있기 때문이다. 그러나 현재 추진되고 있는 설비 개선 항목은 아래와 같다.
①폐열발전설비의 도입
일본에서는 1980년대부터 공장 전력 소모량의 일부를 자체공급하기 위하여 폐열발전 설비가 도입되기 시작하였으며, 최근에는 중국뿐만 아니라 태국, 베트남, 파키스탄 등 다양한 국가에 설치되고 있다.
우리나라 시멘트 공장에서도 공장 전력소모량의 일부를 자체 공급하기 위해서 폐열발전설비가 설치되어 운전되고 있으며, 2015년까지 총 5기의 설치를 완료할 예정이다. 이때 연간 486,000 MW의 전력이 생산된다고 가정할 경우, 1 MW는 0.424 톤-CO2에 해당되므로 총 206,064 톤-CO2의 연간 감축이 가능하다. 이는 시멘트 1 톤당 약 0.50%의 감축에 해당된다.
②냉각기의 개조 및 개선
우리나라 클링커 냉각기는 대부분 Grate Cooler로 구성되어 있다. 최근에 F.L. Smith사 등에서는 Grate Cooler Type이 아닌 Cross Bar Cooler를 새롭게 개발 설치하여 CO2 감축 등에 기여하고 있다. Cross Bar Cooler는 일반적으로 시멘트 클링커 생산 시 Grate Cooler보다 약 20~30 kcal/㎏-클링커의 열량을 감소할 수 있다. 따라서 클링커 제조 시 기존 냉각기의 50%만을 Cross Bar Cooler로 개조한다고 가정할 경우, 시멘트 1 톤당 CO2의 감축량은 0.63%로 추정된다.
2.4. 혼합재 사용량 증대 및 혼합시멘트 확대 사용
CO2 감축을 위한 방법 중 가장 효과적인 방법은 혼합시멘트의 사용량을 증가시키는 것이다. 시멘트 중에서 일반적으로 널리 사용되는 보통 포틀랜드 시멘트의 KS 규격(KS L 5201)에서 혼합재의 함량은 5% 이하로 규정되어 있어, 혼합재 함량 증대에 따른 CO2 감축을 제한하고 있다.
고로슬래그 시멘트의 경우, 최대 고로슬래그 혼합량은 70%로 규정되어 있으나 실제 사용량은 약 40~50% 전후로 최대 혼합량 보다 낮은 범위에서 사용되고 있다. 혼합량을 증가시키지 못하는 큰 이유는 초기강도 저하와 응결지연이다. 따라서 혼합재를 다량으로 사용할 수 있는 기술개발이 요구된다. 또한 석회석을 활용한 혼합 시멘트의 사용은 CO2 저감을 위한 효과적인 방법이므로 CO2 저감을 위해서라도 유럽 등과 같이 석회석 혼합 시멘트의 사용을 적극적으로 추진할 필요가 있다.
①보통 포틀랜드 시멘트의 혼합재 함량 증대
KS L 5201에 규정되어 있는 보통 포틀랜드 시멘트 혼합재 함유량을 5%에서 10%로 증가시키면, 2004~2008년 평균 클링커의 생산량은 45,427천 톤이므로 5%는 2,271,350 톤에 해당된다. 이만큼의 클링커 생산량이 감소하므로, 이때에 227,135 톤(클링커 1 톤당 0.1 톤의 유연탄 사용)의 유연탄이 절감되므로 533,767 톤의 CO2가 감축된다. 또한 원료조합물의 감축량은 3,520천 톤(클링커×1.55로 가정)이며, 이중 약 90%인 3,168천 톤이 석회석에 해당된다.
따라서 석회석 투입량 절감에 따른 감축량은 1,172,160 톤이므로, 시멘트 1 톤당 CO2 감축량은 3.13%이다. 따라서 보통 포틀랜드 시멘트의 혼합재 사용량 5%에서 10% 증대에 따른 시멘트 1 톤당 CO2 감축량은 4.63%로 추정된다.
②고로슬래그 시멘트의 사용 확대
고로슬래그 시멘트를 사용하는 이유는 포틀랜드 시멘트에 비해 가격이 저렴한 점, 내해수성을 요하는 해양 콘크리트, 고내구성 콘크리트의 요구 등을 들 수 있다. 2010년 당진에 위치한 현대제철의 고로 가동 및 POSCO의 조강 생산량 확충에 따라 2015년 우리나라 조강 생산량은 POSCO 3,500만 톤과 현대제철 1,200만 톤을 합쳐 약 4,700만 톤을 상회할 것으로 예상된다.
이에 따라 고로수쇄슬래그의 우리나라 산출량은 2010년 800만 톤~900만 톤, 2011년 약 1,000만 톤 이상이 공급될 것으로 예상된다. 또한 2015년 현대제철의 3차 고로 증설이 예정대로 이루어진다면, 2015년 이후 우리나라 고로수쇄슬래그의 공급량은 수쇄화율 80% 기준으로 하였을 때 현재보다 400만 톤 이상 증가한 1,100~1,150만 톤으로 추정된다. 고로수쇄슬래그 증가량 중 약 100만 톤/년을 고로슬래그 시멘트의 혼합재로 사용한다고 가정하면 약 80만 톤(시멘트 대체량 100만 톤×0.8 톤-CO2/1톤-시멘트)의 CO2 감량이 가능하다. 따라서 시멘트 1 톤당 CO2의 감축량은 2.13%로 추정된다.
③석회석 혼합 시멘트의 개발
CEMBUREAU 자료에 따르면 전 세계 25개 이상의 나라에서 보통 포틀랜드 시멘트에 1~5%까지 석회석 미분말을 첨가할 수 있도록 규정하고 있다. 그리고 스페인과 프랑스는 석회석 혼합 시멘트(Portland Limestone Cement, PLC)를 생산하기 시작하여, 현재 영국, 독일, 이태리 등 유럽 대부분의 국가에서 흔하게 사용하고 있다.
1990년대 후반 이후 유럽에서는 보통 포틀랜드 시멘트는 감소세인 반면, 석회석 혼합 시멘트의 경우 지속적인 증가추세를 보이고 있으며, 이태리의 경우 시멘트 전체 시장의 약 64%를 석회석 혼합 시멘트가 차지하고 있다.
ASTM에서는 미국시멘트협회의 건의를 받아 2005년 포틀랜드 시멘트(ASTM C150)에 석회석 미분말(CaCO3 70% 이상 품위)을 5%까지 혼합할 수 있도록 규정하였다. 이로 인하여 에너지 사용 절감 5%, CO2 2.6%를 감소시킬 수 있을 것으로 예상하고 있다. 캐나다는 1980년대 초반에 일반 포틀랜드 시멘트(Type 10)에 5%까지 석회석 첨가를 허용하였으며, 최근에는 15%까지 석회석 미분말을 혼합한 석회석 혼합 시멘트를 규격화하였다.
우리나라에서 석회석 혼합 시멘트(석회석 혼합량 10%)가 새롭게 개발·공급되어 보통 포틀랜드 시멘트를 10% 대체한다고 가정하면, 약 40만 톤(시멘트 대체량 50만 톤×0.8 톤-CO2/1톤-시멘트)의 CO2의 감량이 가능하다. 그림 2는 지금까지 언급한 전체 기술개발이 완료했을 때의 CO2의 저감량 추정치를 나타낸 도식도이다2).
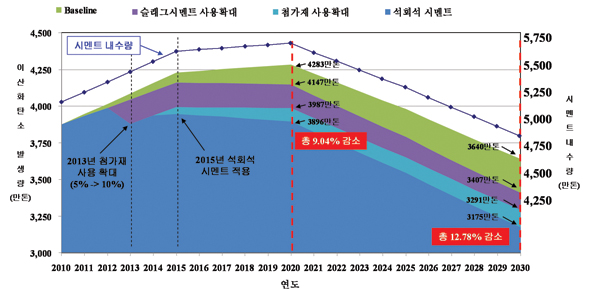
그림 2. 우리나라 시멘트산업에서 기술개발에 따른 CO2 저감량 추정치2)
3. 우리나라 콘크리트 기술개발 동향과 발전방향
3.1. 탄소배출 저감형 콘크리트 기술
최근 친환경 콘크리트에 대한 관심이 계속 증가하고 있으며, 이에 따라 콘크리트 산업체들은 콘크리트를 제조할 때 방출되는 CO2를 감축을 위한 기술개발을 위해 노력하고 있다. 또한 미국 콘크리트산업은 “Vision 2030 : AVision for the US Concrete Industry에서 친환경 콘크리트를 만들기 위한 계획을 발표하였다. 이에 대한 결과로서 고로슬래그나 플라이애시와 같은 산업부산물이 콘크리트에서 시멘트 치환재로 사용이 점차 보편화 되었다.
그리고 대형 매스콘크리트 구조물의 건설이 급증하기 시작하면서부터 매스콘크리트 구조물의 온도균열문제가 대두되기 시작하였다. 유럽에서도 수화열을 낮출 목적으로 플라이애시, 고로슬래그 미분말 등의 혼화재를 사용하고 있으며, 구조물의 수화열 제어방안으로 RILEM에서는 초기 재령 콘크리트의 성질에 관한 고로슬래그 및 플라이애시의 연구동향을 정리하는 것을 주목적으로 하는 42-CEA위원회를 설립하여 초기 재령의 콘크리트에 관한 역학적, 열적 특성 등에 관한 보고를 하였다.
한편 우리나라에서는 매스콘크리트에 관한 연구가 미흡하여, 시방서 조항 또한 외국 시방서 조항을 그대로 참조하여 사용하는 실정이다. 특히, 국내에서도 LNG 지하탱크, 서해대교, 광안대교, 영종도 신공항 등의 대형 매스콘크리트 구조물들에 대한 온도균열 문제가 대두되어 고로슬래그와 플라이애시를 사용한 3성분계 저발열 콘크리트의 개발이 활발히 진행되었다. 그 결과 고로슬래그 및 플라이애시 등 산업부산물을 콘크리트 혼화재로 활용하는 기술은 이미 세계적인 수준에 도달하여 실제 구조물에 적용하고 있다.
그러나 고로슬래그의 혼입율 60%, 플라이애시 혼입율 30% 이상인 High volume에 대한 연구는 해외에 비해 미비한 실정으로 레미콘업체 및 시공업체를 중심으로 연구개발이 진행되고 있다. 해외에서 High Volume 플라이애시로 시공한 구조물의 사진을 그림 3에 도시하였다.
사진 1은 미국 Santa Clara 대학의 도서관(2006)으로 설계강도 33 Mpa의 콘크리트(물/결합재=0.43)가 사용되었으며, 결합재의 양은 시멘트 150 kg/m3, 플라이애시 110 kg/m3, 고로슬래그 미분말 110 kg/m3이다.

사진 1. 플라이애시가 다량 사용된 콘크리트 시공된 건물3)
우리나라 레미콘업체와 시공회사가 공동으로 개발되고 있는 고로슬래그와 플라이애시가 다량으로 사용된 저발열 콘크리트를 보면, 콘크리트 설계강도 24 MPa, 30 MPa에서 시멘트 대신에 고로슬래그 40%, 플라이애시 40%를 혼합하여 콘크리트의 7일, 28일, 56일, 91일 강도가 보통 포틀랜드 시멘트만을 사용했을 때와 유사한 강도를 가진 콘크리트를 개발하였다.
이를 기초부위에 적용하여 콘크리트 제조 시 CO2 배출량을 기존 콘크리트와 비교하여 60~70% 감소할 수 있다. 다량 플라이 애시를 사용한 콘크리트(플라이애시 30%, 고로슬래그 15%)의 개발 현황을 보면, 콘크리트의 초기강도 저하와 중성화 저항성이 감소되는 것을 방지하기 위해 알칼리 자극제를 첨가하여 개발하였다.
그 결과 물/결합재 비 50%에서는 플라이 애시 혼화량 15%에 비해 양생온도가 20℃보다 낮으면 강도 발현율이 떨어졌으나 양생온도 35℃에서는 그 차이는 감소하여 28일에서는 동등한 강도 값을 나타냈다. 또한 물/결합재 비 60%에서는 강도차이는 더욱 감소하여 양생온도 20℃에서도 3일, 7일, 28일 강도가 동등한 값을 나타냈다. 이 경우 보통 콘크리트와 비교하여 CO2 저감량은 약 40% 정도이다.
3.2. 무시멘트 콘크리트 기술
무시멘트 콘크리트는 결합재로서 포틀랜드 시멘트를 사용하지 않은 콘크리트로서 시멘트를 사용하지 않기 때문에 CO2 배출량이 매우 적으므로 저탄소 녹색성장에 부합하는 콘크리트로서 국내에서 많은 기관에 의해 연구·개발되고 있다. 1959년에 Glukhosky가 최초로 알칼리성 시멘트의 이론적 근거를 마련하고 개발하여, 주로 고로슬래그를 중심으로 수화반응을 활성화하기 위한 알칼리 활성화제의 개발 및 초기 급결의 완화 방향으로 발전해 왔다. 1978년에는 프랑스의 Davidovits가 시멘트를 전혀 사용하지 않고 플라이애시, 메타카올린을 사용하여 중합반응에 의해 알칼리 활성화 콘크리트가 제조되었으나, 제조상의 문제와 경제성 등의 이유로 인해 발전이 없었다.
2000년 이후에는 환경문제가 사회적으로 이슈화됨으로써 2001년 미국에서는 친환경 콘크리트를 만들기 위한 계획을 발표하면서 본격적인 연구를 시작하였고 호주에서는 2001년부터 Low Calcium Fly Ash Based Geopolymer Concrete 프로젝트를 수행하기 시작하여 개발, 제조, 활용기술개발을 목표로 연구가 진행되고 있다. 중국에서는 고로슬래그 및 석탄회를 활용한 무시멘트 콘크리트 관련 연구가 활발히 진행되고 있으며 일부 블록 등 제작기술을 개발하여 현장 적용 수준에 이르고 있다.
현재 무시멘트 콘크리트 관련 사업을 수행하는 업체는 전 세계적으로 없으며, 그 중에서도 Geopolymer Institute가 무시멘트 콘크리트 기술을 주도해가고 있으며, 호주의 Wopfinger상의 SLAGSTAR 제품도 무시멘트 콘크리트의 일종으로 현장에 적용하고 있으나 아직까지 무시멘트 콘크리트로 본격적으로 사업을 수행하고 있는 업체는 없다. 현재 무시멘트 콘크리트의 기술수준은 고로슬래그를 사용한 경우 수화반응을 활성화 시켜 약 40~70 MPa 정도까지 고강도 콘크리트가 제조 가능하다. 플라이애시를 사용한 경우 상온에서는 강도 발현이 30 MPa를 넘지 못하는 수준이다.
우린나라에서 무시멘트 관련된 연구는 건설기술연구원, 세리믹기술원, 기초소재기술연구소, 한양대, 전남대, 강원대, 경남대, 동명대 등 2000년대부터 각종 기관에 의해 수행되었으며, 고로슬래그, 플라이애시, 고로슬래그-플라이애시 조합, 메타카올린, 석분, 유리분말 등을 검토 하였다.
그러나 구체적인 구조부재에 대한 적용 연구 및 실용화 기술개발은 부족한 상태이다. 연구 동향을 보면, 플라이애시와 버텀애시 등 석탄회를 사용하여 알칼리 활성제 및 양생조건 등에 대해 검토하였다.
이 연구 결과 플라이애시와 바텀애시의 혼합비율을 5 : 5 또는 6 : 4로 사용하고, 50℃에서 24시간 동안 양생한 후 재령 7일에서 압축강도는 약 18~35 MPa 범위를 달성하였으며, 바텀애시를 300 μm 이하로 분쇄하여 사용하고 7일간 80℃로 고온양생을 실시한 경우 강도 발현이 되지 않았으나 시멘트와 혼합 사용한 경우에는 약 15 MPa 정도를 얻었다. 또한, 고로슬래그, 분말형 규산나트륨 및 경량골재를 사용하여 제조된 콘크리트의 역학적 특성을 평가한 결과, 경량모래를 사용하지 않는 경우에는 91일 강도가 25 MPa, 경량 모래를 사용한 경우에는 3.4~16.5 MPa로 강도가 상당히 낮고 건조수축 등도 크게 증가하였다4).
3.3. 초고강도 콘크리트 기술
현대사회는 도시집중화에 따른 인구 과밀화와 시설의 집중이 이루어지고 있으며, 이중 건설 분야에서 뚜렷이 나타나는 현상은 구조물의 초고층화 경향이며 이에 상응하는 재료 성능 향상, 구조 및 설계기술개발 및 시공능력 향상기술을 요구하고 있다.
초고강도 콘크리트는 미국, 캐나다, 프랑스, 호주, 일본 등 선진국에서 1980년대 말부터 연구가 시작되었고 1990년 후반부터는 초고강도, 내구성 및 고인성 개념이 복합적으로 융합된 기반 콘크리트 개발이 본격적으로 시작되었다. 2000년대에 들어서는 초고층 RC조 적용을 목표로 일본과 동남아시아 여러 국가에서 초고강도 콘크리트의 기술발전을 위해 기술개발을 활발하게 진행 중이다.
이처럼 초고강도 콘크리트 분야는 1980년대까지는 미국이 기술발전을 주도하였으며, 1990년대에는 유럽에서는 RPC(Reactive Powder Concrete)를 활용한 초고강도 콘크리트, 일본에서는 순수 RC조에 적용하는 초고강도 콘크리트 개발을 각각 주도하고 있다.
우리나라에서의 고강도 콘크리트에 대한 연구는 1980년대 중반까지 지지 부진하여 왔으나, 1990년에 분당 시범단지의 지하층에 50 MPa의 고강도 콘크리트를 국내에서 최초로 시험 시공을 시작으로 2000년도에는 설계강도 80 MPa 고강도 콘크리트를 타워팰리스 3차 현장에 실용화하였다. 이후 2004년도에는 우리나라 최초로 삼성물산 건설부문에서 설계강도 120 MPa 초고강도 콘크리트의 개발을 완료하였고, 2005년도에는 롯데건설에서 120 MPa의 초고강도 콘크리트를 개발하여 국내최초로 시험타설을 실시하였다. 2006년에는 삼성물산 건설부문에서는 설계강도 150 MPa 초고강도 콘크리트에 대한 내화성능을 평가하고, 펌프카를 이용하여 목동트라팰리스 현장에 타설하였다. 2007년에는 포스코건설에서 동탄의 메타폴리스 현장에 200 MPa의 초고강도 콘크리트 시험타설을 실시하였다. 2009년에는 삼성물산 건설부분에서는 실내시험 수준의 200 MPa 초고강도 콘크리트 개발을 완료한 후 1km 수평펌핑 테스트를 실시하였다. 실제 구조물에의 적용을 보면, 1970년대 여의도시범아파트, 남산외인아파트, 압구정현대아파트 등 주거 건축을 필두로 1997년 외환위기 이후 대림산업의 도곡동 46층의 주상 복합 건물, 삼성물산의 도곡동 타워팰리스 III, 현대건설의 목동 하이페리온, 포스코건설의 메타폴리스 등으로 우리나라에서도 초고층 건축의 붐이 일어나게 되는 등 주상복합아파트의 초고층화가 건설되었다. 그 결과 우리나라 40층 이상의 주거건축물은 세계 4위 수준에 있으며, 100대 주거용 건축물 중 9개 동이 국내에 있어 세계 3위 수준의 초고층 주거건물을 보유하고 있다.
이러한 주거용 초고층 구조물에는 주로 코아월과 기둥에 40~80 MPa의 고강도 콘크리트가 주로 적용이 되었으며, 이중에서 최대강도는 삼성물산 건설부문에서 시공한 타워팰리스 III와 포스코 건설에서 시공 중인 80 MPa가 최대강도로 실용화 되었다.(표 2 참조)
표 2. 우리나라 고강도 콘크리트 적용 주거용 건축물 현황5) 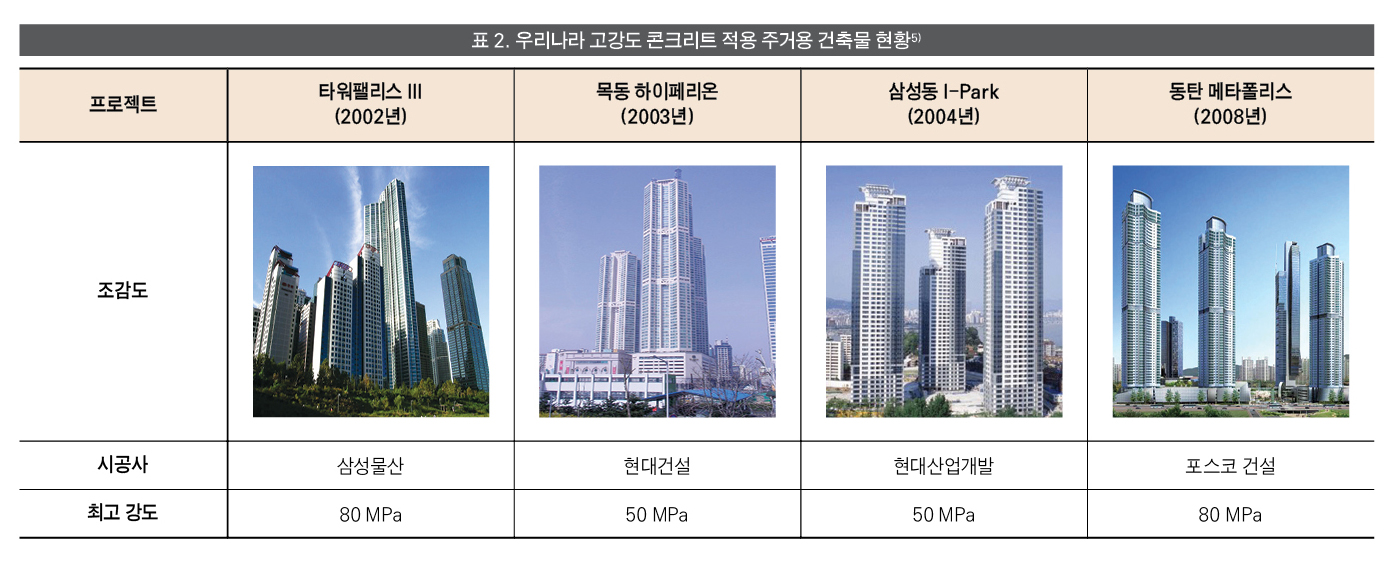
오피스건물의 경우에는 1971년 완공된 삼일빌딩(31층)을 필두로 1984년, 1987년에 각각 완공된 대한생명빌딩, 무역회관과 삼성물산 건설부문에서 시공한 말레이시아 페트로나스타워, Burj Khalipa 등에 초고강도 콘크리트 적용을 통해 국내 기술로 초고층 구조물의 시공을 현실화 시켰다. 초고층 주상복합의 활성화와 더불어 최근 대규모 단지조성의 랜드마크로서 수많은 초고층 건설 추진 및 계획이 진행되고 있는데, 대표적으로 서울 상암동 디지털미디어시티(DMC), 잠실 제2롯데월드, 용산 드림타워, 151 인천타워 및 부산 롯데월드 등 5건의 100층 이상의 초고층 빌딩 프로젝트가 진행 중이다5).
4. 맺는 말
시멘트·콘크리트산업은 우리나라의 급속한 경제발전과 더불어 주택, 도로 및 항만 등 사회간접자본 건설을 위한 매우 중요한 국가기반산업으로서 발전하여 왔다. 그러나 건설경기의 악화와 시멘트 수요 감소로 인해 건설관련 업체의 수익구조가 악화되고 있으며, 지구온난화와 관련하여 시멘트·콘크리트산업은 우리나라 전체 CO2의 발생량의 약 10% 정도를 발생시키는 것으로 추산되고 있어, CO2 배출 삭감을 압박당하고 있다.
따라서 시멘트산업에서는 경쟁력 확보를 위해 구조의 합리화를 진행하고, CO2 배출량을 저감하기 위해 설비 확충, 폐열발전 도입, 대체원·연료 사용 증대, 혼합재 사용량 확대, 저온소성기술 개발을 진행하여 온실가스 저감에 최선의 노력을 기울이고 있다.
그리고 콘크리트산업에서는 지구환경보존과 자원순환체계를 구축하기 위해 고로슬래그 미분말, 플라이애시 등의 시멘트 대체재 등 부산물을 적극 활용하는 녹색기술을 개발하고 있으며, 콘크리트의 고성능·고기능화 기술개발에 주력하고 있다.
참고문헌
1) 한국콘크리트학회, 2010, 콘크리트와 환경, 기문당.
2) 한국세라믹학회, 2009, 시멘트산업 중장기 수요예측 및 경쟁력 강화.
3) 한국건설순환자원학회, 2010, 건설산업에서 저탄소 녹색성장에 따른 친환경 분체의 효율적 활용을 위한 기술강좌 자료집.
4) 한국건설기술평가원, 2011, 탄소저감형 건설재료 기술개발 기획보고서.
5) 한국건설기술평가원, 2009, 초고층빌딩사업단 연구개발계획서.
 이 승 헌
이 승 헌
- 일본 동경공업대학 대학원 이공학연구과 공학박사
- 연세대학교 대학원 세라믹공학과 공학박사
- 현재 한국시멘트협회 자문위원
- 현재 유진기업(주) 비상근 고문
- 현재 한국건설순환자원학회 부회장
- 현재 군산대학교 신소재공학과 교수
기사를 사용하실 때는 아래 고유 링크 주소를 출처로 사용해주세요.
https://www.cerazine.net
 목록
목록